
Guide interface IMA
Le présent guide doit être lu attentivement avant toute première utilisation d’une imprimante 3D pilotée via l’interface IMA. La compréhension et l’application des divers points abordés dans ce guide garantissent au produit une qualité de mise en œuvre et une durée de vie optimales.
Télécharger le guide IMA (version 1.0 du 13/04/2023) :
Guide_IMA.pdf
Arborescence de l’interface
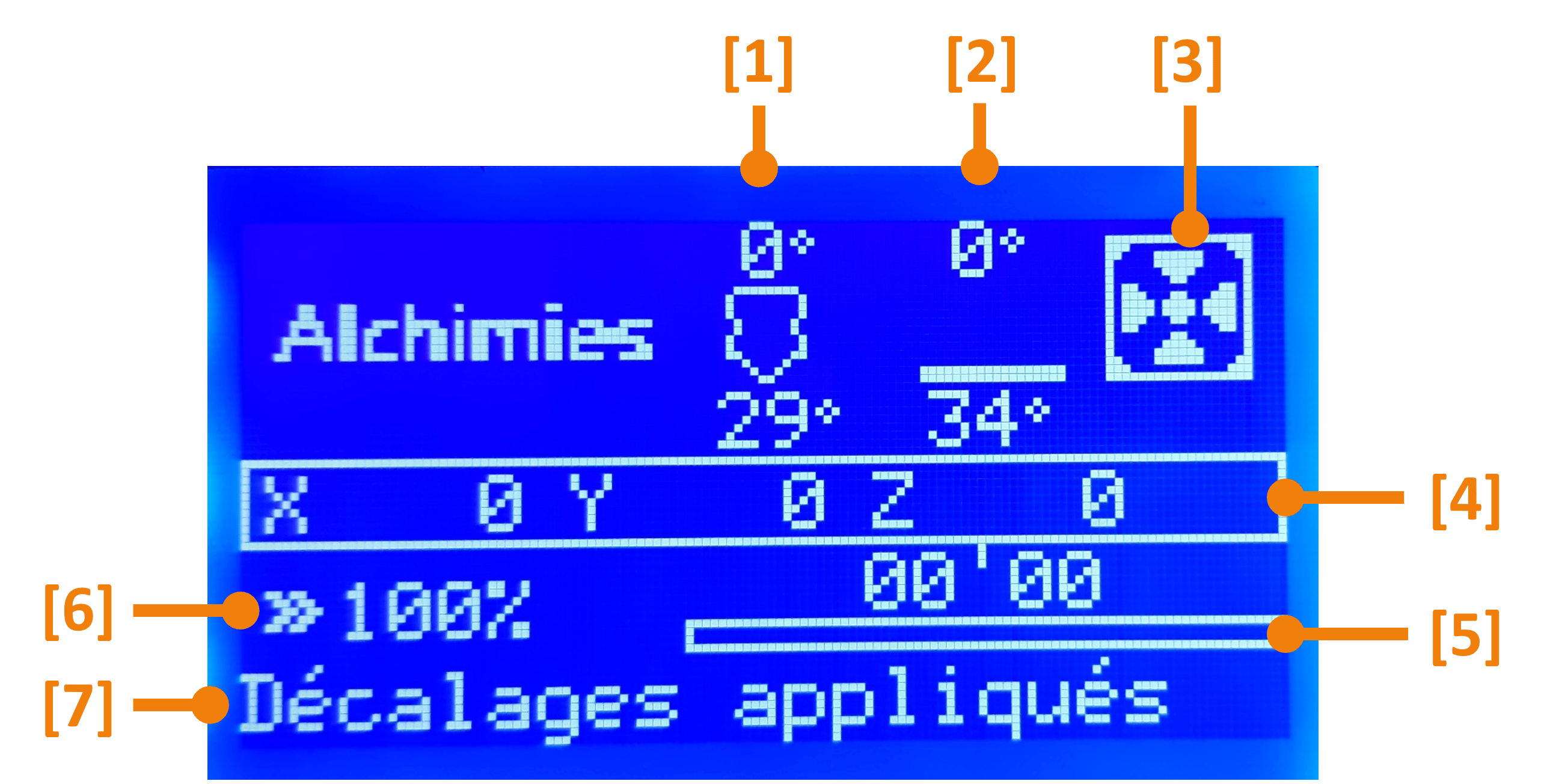
Après avoir démarré l’imprimante, l’écran d’accueil s’affiche. On y trouve les informations suivantes :
[1] Température consigne / température mesurée de la buse
[2] Température consigne / température mesurée du plateau
[3] Puissance de la turbine de refroidissement de la matière en sortie de buse (l’écran renvoie une valeur uniquement si la turbine est active)
[4] Positions XYZ de la buse et du plateau depuis l’origine de la machine ; avant une première prise d’origine XYZ ou après avoir stoppé l’alimentation des moteurs, l’écran renvoie en alternance les valeurs 0 / ?
[5] Avancement de l’impression
[6] Multiplicateur de la vitesse d’impression
[7] Statut de la machine
Pour accéder aux fonctions de contrôle de la machine, effectuez un appui court sur la molette de navigation.
Pour naviguer dans l’interface IMA, tournez la molette dans un sens ou l’autre pour faire défiler les zones en surbrillance ; pour effectuer une action ou rentrer dans un menu en surbrillance, effectuez un appui court sur la molette.
La présence d’un sous-menu est signalée par une flèche pointant à droite et située à droite du nom du menu parent.
Un retour au menu parent est possible si le nom en surbrillance est suivi d’une flèche pointant vers le haut.
Permet de revenir à l’écran d’accueil.
Selon qu’une carte SD soit chargée ou retirée de la machine, que ce soit physiquement ou numériquement, l’écran indiquera l’option accessible.
Permet d’accéder à la liste des fichiers .gcode de la carte SD.
La fonction Actualiser permet de mettre à jour la liste des fichiers .gcode disponibles après modification depuis un ordinateur.
Pour quitter cette liste, appuyez sur Menu principal.
Déplacer un axe > commande le déplacement des éléments mobiles (buse, plateau, extrudeur).
1. Commencez par choisir l’axe de déplacement : X ; Y ; Z ; Extrudeur.
2. Sélectionnez l’incrément de déplacement : 0.025mm ; 0.1mm ; 1mm ; 10mm ; 100mm.
3. Tournez la molette vers la droite pour éloigner l’élément mobile de l’origine « 0 » de l’axe ; tournez la molette vers la gauche pour rapprocher l’élément mobile de l’origine « 0 » de l’axe.
Attention aux déplacements avant une prise d’origine ! La machine ne connait pas la position de ces éléments mobiles dans l’espace au démarrage ou après avoir stoppé l’alimentation des moteurs ; la position des éléments mobiles au démarrage de la machine ou à l’arrêt des moteurs devient la nouvelle référence « 0 », ce qui peut provoquer des collisions.
Origine auto > commande une prise d’origine sur l’axe Y, puis sur l’axe X ; les moteurs XYZ sont sous tension.
Home X > commande une prise d’origine sur l’axe X ; les moteurs XYZ sont sous tension.
Home Y > commande une prise d’origine sur l’axe Y ; les moteurs XYZ sont sous tension.
Home Z > n’effectue aucun déplacement, car pas de capteur de prise d’origine ; les moteurs XYZ sont sous tension.
Arrêter moteurs > libère les moteurs XYZ qui étaient sous tension ; les axes X et Y perdent leur origine.
Pour quitter le menu Mouvement, appuyez sur Menu principal.
Buse > un appui molette sur la ligne Buse permet de définir en °C la température de préchauffe de la buse : tourner la molette à droite ou à gauche pour augmenter ou
diminuer la température consigne ; appui molette pour valider la température consigne.
Lit > même principe que pour la buse, un appui molette sur la ligne Lit permet de définir en °C la température de préchauffe du plateau d’impression : tourner la molette
à droite ou à gauche pour augmenter ou diminuer la température consigne ; appui molette pour valider la température consigne.
Vitesse ventilateur > un appui molette sur la ligne Vit. ventil. permet de définir la puissance en % de la turbine qui permet de refroidir le thermoplastique en sortie de
buse : tourner la molette à droite ou à gauche pour augmenter ou diminuer la puissance consigne ; appui molette pour valider la puissance consigne.
Préchauffage PLA > permet de préchauffer à la température consigne du PLA, soit la buse et le plateau (Préchauffage PLA), soit la buse uniquement (Préch. PLA buse), soit
le plateau uniquement (Préch. PLA lit).
Préchauffage PETG > permet de préchauffer à la température consigne du PETG, soit la buse et le plateau (Préchauffage PETG), soit la buse uniquement (Préch. PETG buse), soit le plateau uniquement (Préch. PETG lit).
Refroidir (accessible si la buse et/ou le plateau sont en chauffe) > permet de stopper la chauffe de la buse et du plateau.
Pour quitter le menu Température, appuyez sur Menu principal.
Config. avancée > permet un ajustement fin des paramètres machine :
- Régl. décal origine : cette fonction sert à ajuster numériquement le décalage de la buse par rapport au plateau, dans la phase de calibraton tête plateau. Après une prise d’origine XYZ suivi de déplacements en XYZ des éléments mobiles, la fonction Réglage du décalage de l’origine enregistre la position des éléments mobiles comme origine du volume d’impression ; ces nouvelles valeurs de décalage sont enregistrées temporairement ; pour enregistrer ces valeurs de décalage dans l’EEPROM et les appliquer à chaque redémarrage de machine, il faut enregistrer la configuration : Configuration > Enregistrer config.
- Pas/mm : permet d’ajuster les distances de déplacement XYZE en modifiant le nombre de pas par unité des moteurs, afin de faire correspondre les dimensions de l’objet imprimé aux dimensions du fichier CAO.
- Température : permet d’accéder à la définition automatique des valeurs PID de régulation des températures de buse et de plateau.
Capteur fil. : Marche / Arrêt > un appui molette sur cette ligne permet d’activer ou de désactiver le capteur de fin de filament.
Régler préch. PLA > définit les températures appliquées au préchauffage du PLA : Température > Préchauffage PLA
Régler préch. PETG > définit les températures appliquées au préchauffage du PETG : Température > Préchauffage PETG
Enregistrer config. > permet d’enregistrer dans l’EEPROM les valeurs de décalage de l’origine Régl. décal origine (M500).
Charger config. > lit les valeurs enregistrées dans l’EEPROM (M501) et donc les valeurs appliquées avant un enregistrement de configuration.
Restaurer défauts > recharge les réglages usine depuis le firmware (M502).
Infos imprimante > renvoie les informations suivantes :
- Numéro de version du firmware
- Date de compilation
- Type de machine
- Site internet du fabricant
- Nombre d’extrudeur
Stats. imprimante > renvoie les informations suivantes :
- Nbre impressions : nombre d’impressions lancées
- Terminées : nombre d’impressions terminées
- Tps impr. total : temps d’impression total
- Impr. la + longue : durée de l’impression la plus longue
- Total filament : longueur totale de filament consommé par l’imprimante
Lorsqu’une impression est en cours, l’écran d’accueil est affiché, renvoyant les informations relatives à l’impression (fichier .gcode et retours machine). L’interface autorise d’ajuster certains paramètres en cours d’impression.
Toute modification en cours d’impression peut dégrader la qualité d’impression initiale, voire ne pas être compatible avec la machine, la matière ou la géométrie de l’objet. Ces modifications sont à opérer avec prudence et attention !
Pendant l’impression, il est possible d’accéder aux fonctions suivantes :
Pause impression : il est possible de mettre l’impression en pause. L’imprimante finit d’exécuter les commandes en mémoire et s’arrête au bout de quelques instants ; la tête se déplace afin de libérer le volume d’impression. La chauffe de la buse est stoppée le temps de la pause ; la buse va remonter en température au moment de la reprise de l’impression.
La pause peut générer un défaut visuel dû à un raccord. Il est conseillé de mettre en pause l’impression lors du remplissage de l’objet et non pas au niveau de l’enveloppe afin de masquer le défaut à l’intérieur de l’objet.
Arrêter impr. : il est possible d’arrêter/ annuler une impression ; les éléments mobiles se déplacent afin de libérer le volume d’impression. Les éléments chauffants ne sont plus alimentés et refroidissent. Lorsque la température des éléments chauffants est redescendue (< 45°C), vous pouvez décrocher l’objet imprimé du plateau.
Régler :
- Vitesse (d’impression) : modifie la vitesse de tous les axes (XYZE) de façon synchronisée ; une vitesse trop faible peut surchauffer la matière déposée, une vitesse trop élevée peut provoquer une sous-extrusion et des problèmes d’adhérence de la matière.
- Flux (débit d’impression) : modifie uniquement la vitesse de rotation du moteur E par rapport aux autres axes ; un débit trop faible provoque une sous-extrusion, un débit trop important provoque une sur-extrusion.
- Babystep X : permet de décaler l’axe X de la valeur d’incrément en positif ou négatif pour rattraper un éventuel décalage d’impression.
- Babystep Y : permet de décaler l’axe Y de la valeur d’incrément en positif ou négatif pour rattraper un éventuel décalage d’impression (sur les imprimantes continues, cette fonction permet d’ajuster l’écrasement de la matière sur le tapis d’impression).
- Babystep Z : permet de décaler l’axe Z de la valeur d’incrément en positif ou négatif pour ajuster l’écrasement de la matière sur le plateau (sur les imprimantes continues, cette fonction permet de décaler le tapis d’impression).
Température :
- Température buse : une buse trop froide réduit l’adhérence intercouche et peut provoquer une sous-extrusion (à savoir que l’extrusion ne sera plus permise en-deçà de 170°C) ; une buse trop chaude peut dégrader la matière.
- Température plateau : un plateau trop froid peut conduire au décrochage de la pièce, un plateau trop chaud peut provoquer du warping (décollement des coins de la pièce).
- Vit. ventil. (puissance turbine) : un refroidissement insuffisant ne permet pas au thermoplastique de se solidifier avant un nouveau dépôt de matière, provoquant la déformation de la pièce ; un refroidissement trop important peut provoquer du warping (décollement des coins de la pièce).