
Guide interface ITA
Le présent guide doit être lu attentivement avant toute première utilisation d’une imprimante 3D pilotée via l’interface ITA. La compréhension et l’application des divers points abordés dans ce guide garantissent au produit une qualité de mise en œuvre et une durée de vie optimales.
Télécharger le guide ITA (version 2.5 du 06/01/2026) :
Guide_ITA.pdf
Utilisation générale (mode « opérateur »)
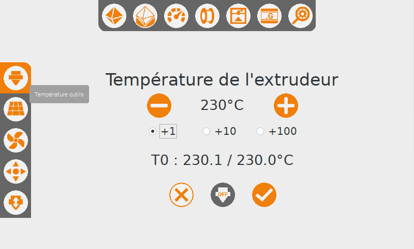
Les boutons +1 ; +10 et +100 sont des valeurs d’incréments permettant de modifier la température consigne à appliquer à l’extrudeur.
L’icône (-) permet de diminuer la valeur de la consigne (230°C dans l’exemple) en soustrayant la valeur d’incrément sélectionnée (+1 dans l’exemple).
L’icône (+) permet d’augmenter la valeur de la consigne (230°C dans l’exemple) en additionnant la valeur d’incrément sélectionnée (+1 dans l’exemple).
Pour appliquer la température consigne à l’extrudeur, appuyez sur l’icône (V).
Un retour d’information permet de visualiser la température mesurée au niveau de la buse (nombre indiqué avant la barre slash, soit 230.1°C dans l’exemple) et la température de consigne (nombre indiqué après la barre slash, soit 230.0°C dans l’exemple).
L’extrudeur ne possédant pas de système de refroidissement, si la valeur de consigne est inférieure à la température mesurée, alors l’extrudeur va descendre doucement en température jusqu’à atteindre la nouvelle consigne.
L’icône (EXTRUDEUR OFF) stoppe la chauffe de l’extrudeur en amenant la température consigne à 0°C.
L’icône (X) ferme la fenêtre de contrôle de la température de l’extrudeur, en conservant la dernière température consigne.
Pour une imprimante équipée de 2 têtes d’impression, l’indice T0 correspond à la tête principale et l’indice T1 correspond à la tête secondaire.
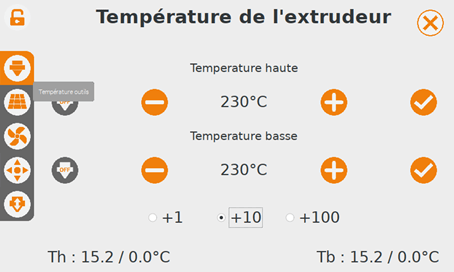
Pour une imprimante équipée d’une tête d’impression à 2 zones de chauffe indépendantes, l’indice Tb correspond à la partie basse du corps de chauffe (à proximité de la buse) et l’indice Th correspond à la partie haute.
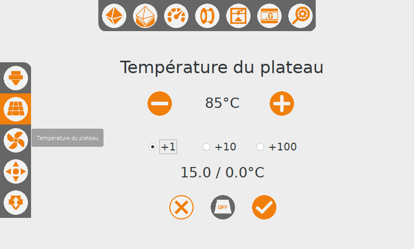
Les boutons +1 ; +10 et +100 sont des valeurs d’incréments permettant de modifier la température consigne à appliquer au plateau.
L’icône (-) permet de diminuer la valeur de la consigne (85°C dans l’exemple) en soustrayant la valeur d’incrément sélectionnée (+1 dans l’exemple).
L’icône (+) permet d’augmenter la valeur de la consigne (85°C dans l’exemple) en additionnant la valeur d’incrément sélectionnée (+1 dans l’exemple).
Pour appliquer la température consigne à l’extrudeur, appuyez sur l’icône (V).
Un retour d’information permet de visualiser la température mesurée au niveau du plateau (nombre indiqué avant la barre slash, soit 15.0°C dans l’exemple) et la température de consigne (nombre indiqué après la barre slash, soit 0.0°C dans l’exemple).
Le plateau ne possédant pas de système de refroidissement, si la valeur de consigne est inférieure à la température mesurée, alors le plateau va descendre doucement en température jusqu’à atteindre la nouvelle consigne.
L’icône (PLATEAU OFF) stoppe la chauffe du plateau en amenant la température consigne à 0°C.
L’icône (X) ferme la fenêtre de contrôle de la température du plateau, en conservant la dernière température consigne.
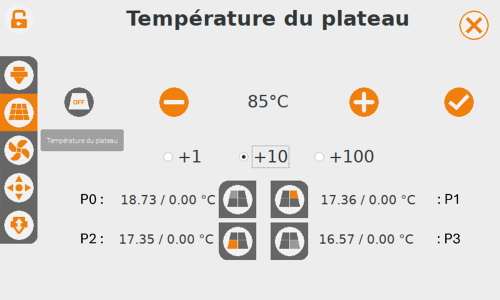
Pour une imprimante équipée de plusieurs zones de chauffe indépendantes, il est possible de sélectionner une ou plusieurs zones à préchauffer (P0, P1, P2, P3) identifiées par une icône. Un appui sur l’une de ces icônes fait passer celle-ci d’un état actif (icône orangée) à un état inactif (couleur grisée) et inversement.
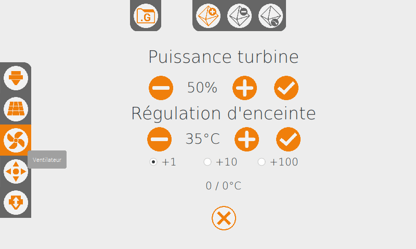
Les boutons +1 ; +10 et +100 sont des valeurs d’incréments permettant de modifier la puissance de la turbine et la régulation de l’enceinte.
L’icône (-) permet de diminuer la valeur de la consigne en soustrayant la valeur d’incrément sélectionnée.
L’icône (+) permet d’augmenter la valeur de la consigne en additionnant la valeur d’incrément sélectionnée.
Pour appliquer la valeur consigne, appuyez sur l’icône (V).
Un retour d’information permet de visualiser la température mesurée dans l’enceinte (nombre indiqué avant la barre slash) et la température de consigne (nombre indiqué après la barre slash).
Si la valeur de consigne de la température d’enceinte est inférieure à la température mesurée, alors les ventilateurs d’extraction de l’enceinte s’enclenchent jusqu’à atteindre la température consigne ; l’extraction peut ne pas parvenir à refroidir l’enceinte jusqu’à la température consigne, auquel cas les ventilateurs resteront actifs en permanence.
L’icône (X) ferme la fenêtre de contrôle du refroidissement, en conservant les dernières valeurs de consigne.
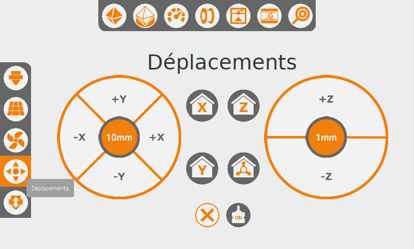
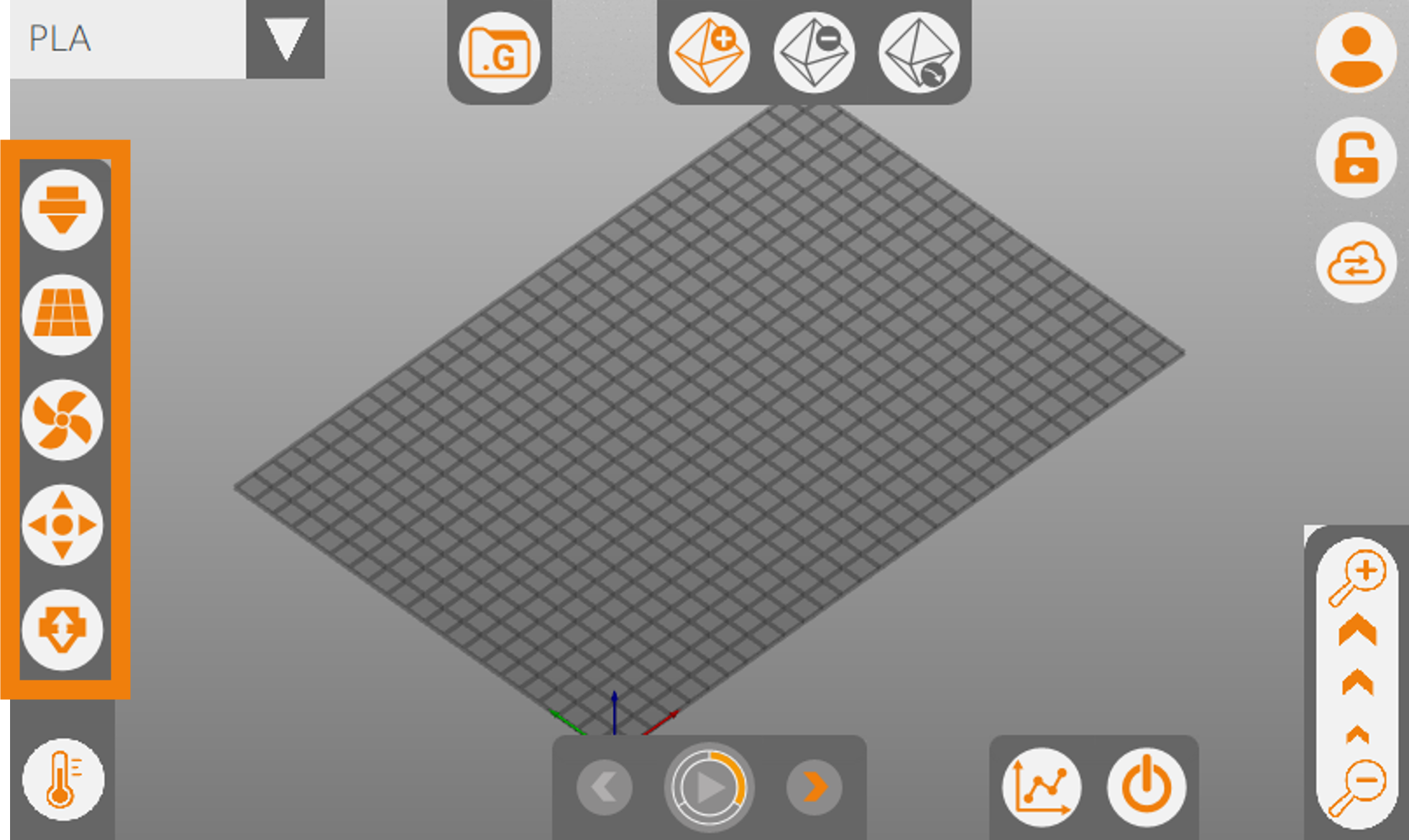
Cette fenêtre permet le déplacement des éléments mobiles en X ; Y et Z (tête d’impression et/ou plateau selon la configuration de l’imprimante 3D).
Les icônes (HOME ou MAISON) permettent aux éléments mobiles d’effectuer une prise d’origine selon le ou les axes sélectionnés, afin de connaitre leur position dans l’espace ; leur position est alors renvoyée sur cette même fenêtre.
Un appui sur les valeurs centrales (en mm) des disques de déplacements permet de modifier la longueur du déplacement à appliquer : 0.1-1-10-100 mm pour les axes X et Y ; 0.01-0.05-0.1-1-10 mm pour l’axe Z.
L’icône (ON) indique que les moteurs contrôlant les déplacements sont sous tension, la position des éléments mobiles est donc bloquée. Un appui sur cette icône stoppe l’alimentation des moteurs, qui perdent leur position ; l’icône (MOTEUR ON) devient (MOTEUR OFF). Pour connaitre à nouveau la position des éléments mobiles dans l’espace, une prise d’origine (HOME) selon les axes X ; Y et Z est nécessaire.
L’icône (X) ferme la fenêtre des déplacements. Si l’imprimante 3D est en configuration « tête escamotable », un appui sur l’icône (X) va enclencher une séquence de prise d’origine XY et une bascule sur T0 (tête principale).
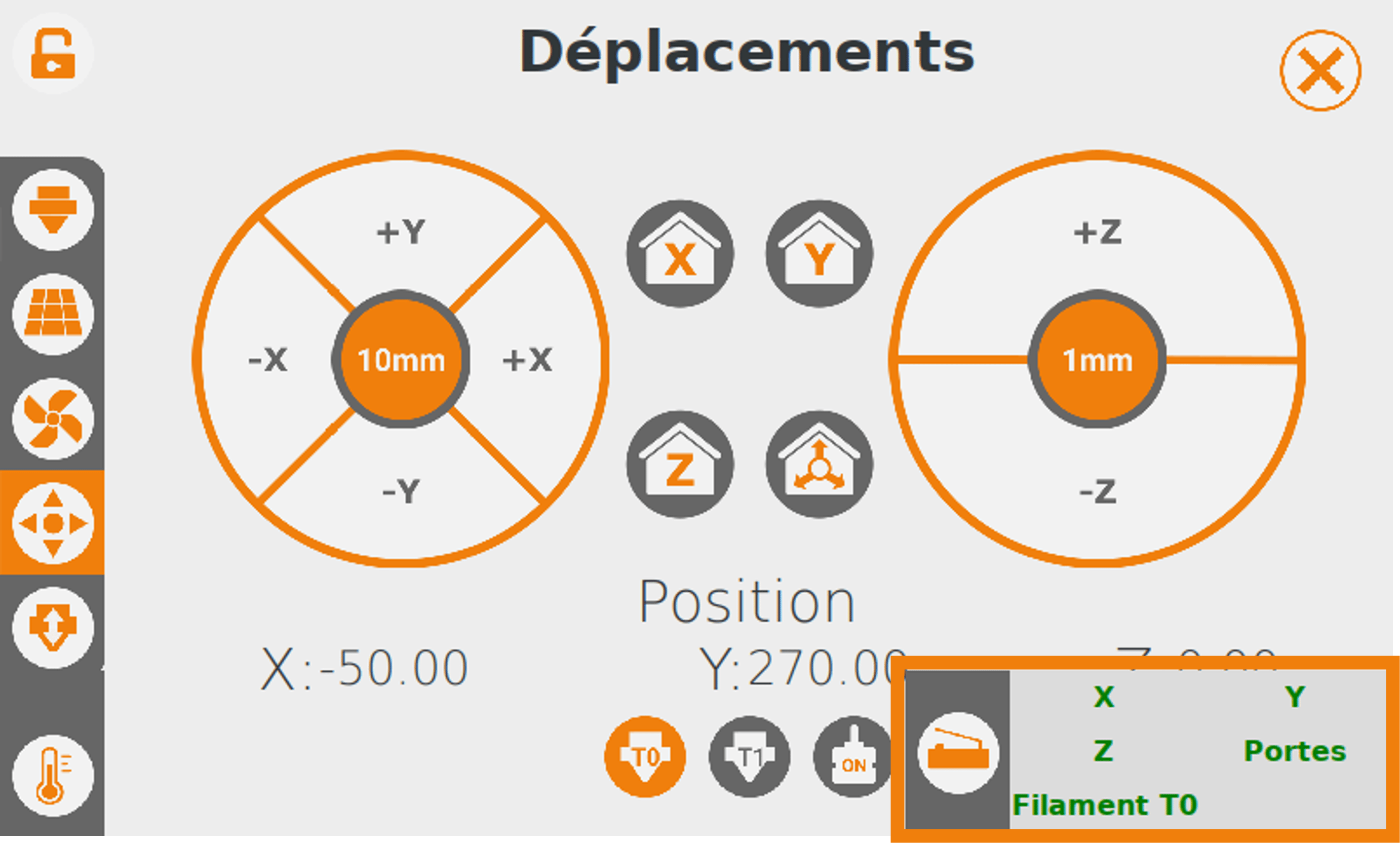
La fenêtre des déplacements permet également de contrôler le fonctionnement des capteurs, en déployant le volet situé dans le coin inférieur droit de l’écran : prise d’origine X, Y et Z, fermeture de porte, fin de filament.
Le nom du capteur affiché en vert indique qu’il est fermé ; le nom affiché en rouge indique qu’il est ouvert.
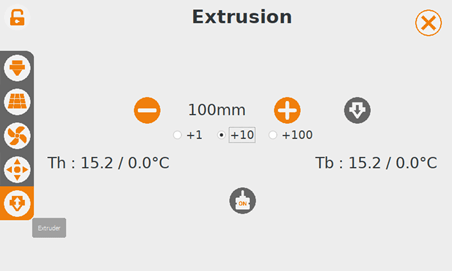
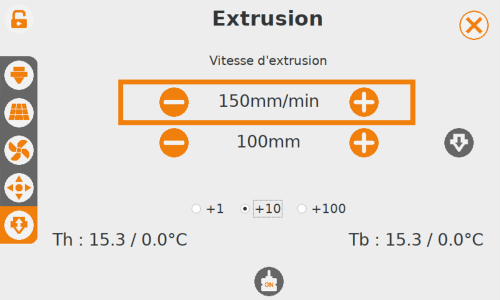
La fenêtre d’extrusion permet de contrôler si la longueur de filament poussée à travers la tête d’impression est cohérente avec la longueur commandée.
La longueur d’extrusion est définie grâce aux valeurs d’incrément et aux icônes (-) et (+).
L’icône (FLÈCHE VERS LE BAS) commande l’extrusion de la longueur définie du filament à travers la tête d’impression.
La rotation du moteur de l’extrudeur n’est permise qu’à une température supérieure à 170°C. L’icône (FLÈCHE VERS LE BAS) est grisée en-dessous de cette température.
L’icône (MOTEUR ON) indique que le moteur d’entrainement du filament est sous tension. Pour stopper son alimentation en courant, appuyez sur l’icône (MOTEUR ON) qui devient alors (MOTEUR OFF), indiquant que le moteur n’est plus alimenté.
L’icône (X) ferme la fenêtre d’extrusion.
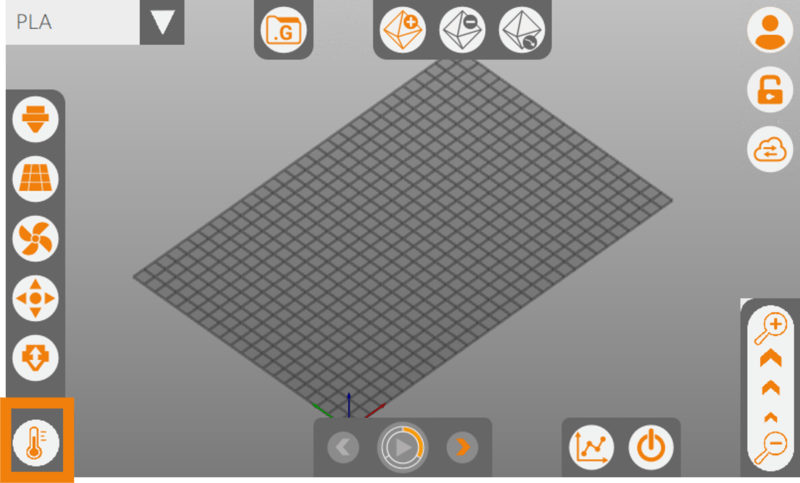
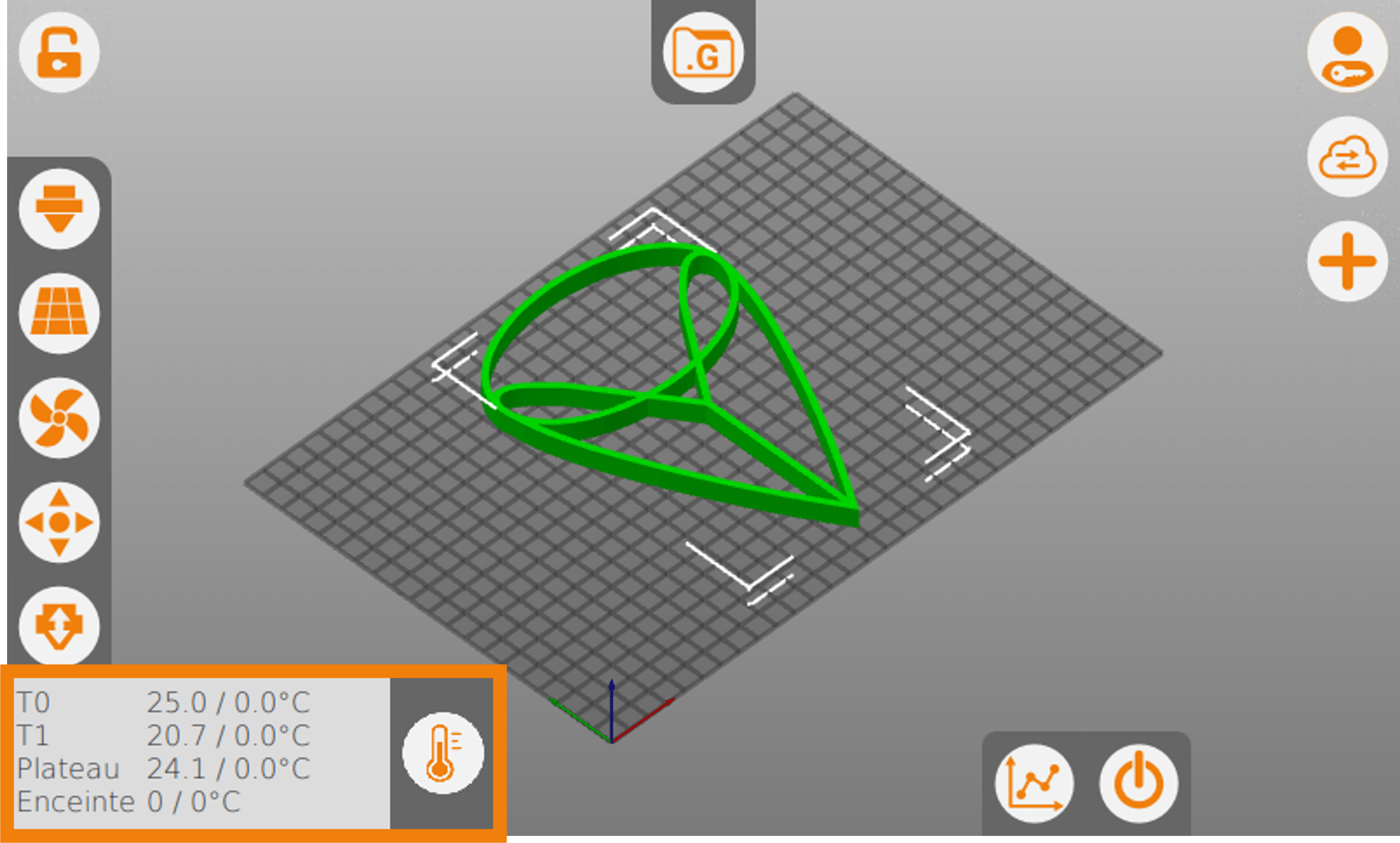
L’icône (THERMOMETRE) permet de déployer et replier un volet de retour d’information sur les températures de consigne et mesurées des têtes d’impression, du plateau et de l’enceinte.
Pour une imprimante équipée de 2 têtes d’impression, l’affichage des températures des têtes (T0, T1) se fait en alternance.
Pour une imprimante équipée d’une tête d’impression à 2 zones de chauffe indépendantes, l’affichage des températures (Tb, Th) se fait en alternance.
Pour une imprimante équipée de plusieurs zones de chauffe plateau indépendantes, l’affichage des températures des zones (B0, B1, B2, B3) se fait en alternance.
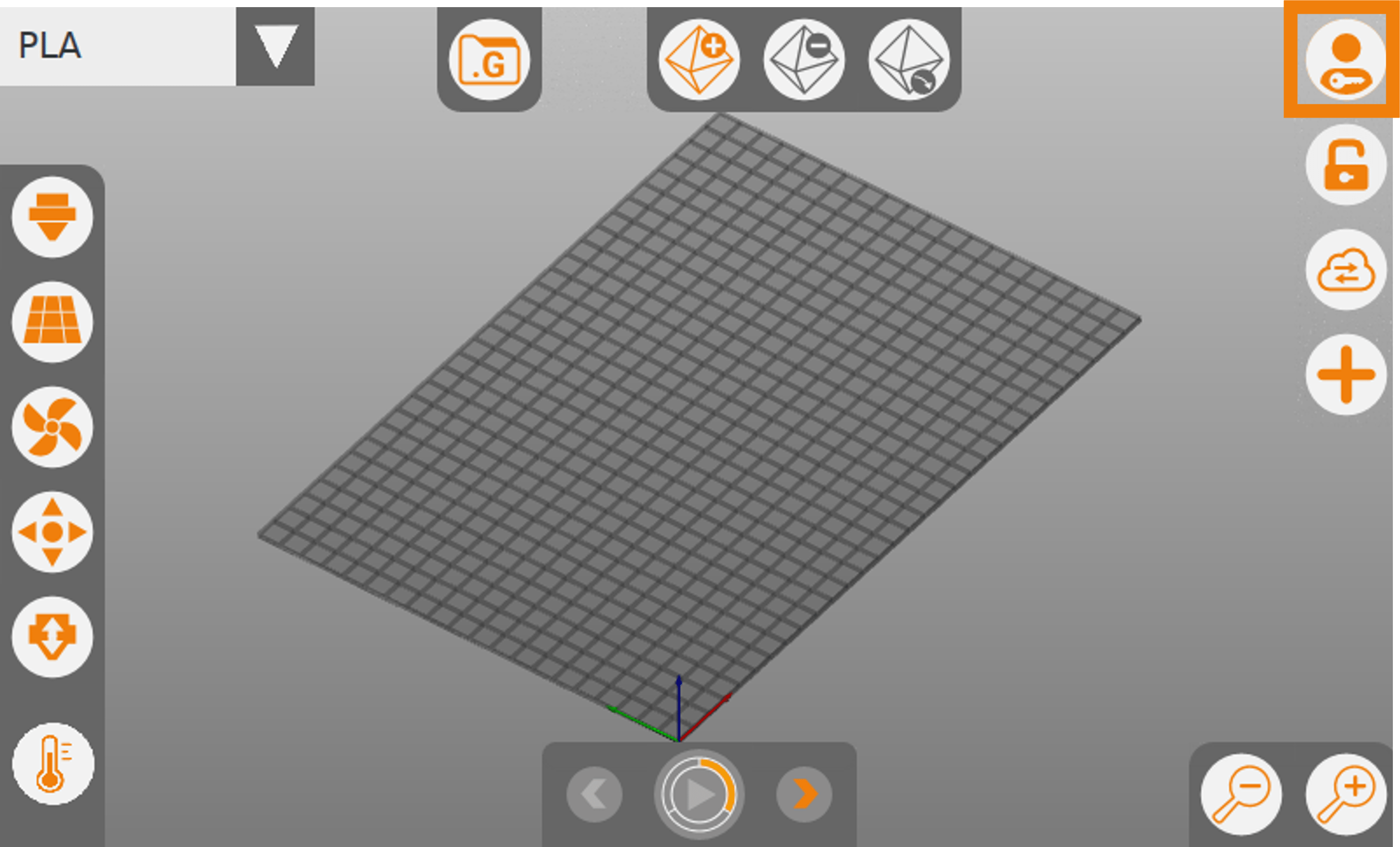
L’icône (UTILISATEUR) indique que l’accès à l’interface se fait en mode « opérateur » (utilisation générale).
L’icône (UTILISATEUR) devient l’icône (UTILISATEUR + CLE) après avoir saisi un code spécifique et indique que l’accès à l’interface se fait en mode « administrateur » (utilisation avancée).
cf. Utilisation avancée (mode « administrateur »)
L’icône (CLOUD ou NUAGE) indique que l’imprimante est connectée et prête à être utilisée.
L’icône (CLOUD BARRE) indique que l’imprimante n’est pas connectée et ne peut être utilisée. Appuyez sur cette icône pour réinitialiser la connexion.
Lors de l’insertion d’une clé USB, l’icône correspondante apparait sur la droite de l’écran.
Un appui sur cette icône permet de retirer la clé USB en toute sécurité.
Un appui sur cette icône ouvre une fenêtre de sélection du matériau à imprimer. La densité associée au matériau permet de calculer la masse estimée du filament déposé sur la surface d’impression ; cette information est communiquée à l’opérateur juste avant d’appuyer sur l’icône (PLAY) (cf. Sélectionner et démarrer l’impression d’un fichier .gcode).
Naturellement, le pêne du verrou du volume d’impression est déployé : si les portes de l’imprimante sont fermées, le volume d’impression est verrouillé. Un appui sur l’icône (CADENAS) abaisse le pêne pendant quelques secondes : il devient possible d’ouvrir les portes pour accéder au volume d’impression. Passé ce laps de temps, le pêne remonte.
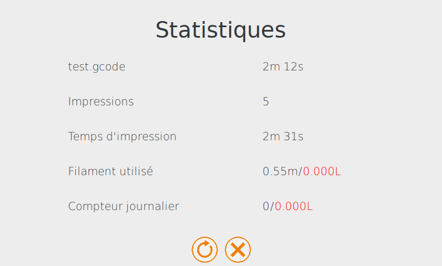
Cette icône ouvre une fenêtre affichant les statistiques d’utilisation de l’imprimante 3D.
L’interface peut être éteinte ou redémarrée sans avoir à couper l’imprimante 3D.
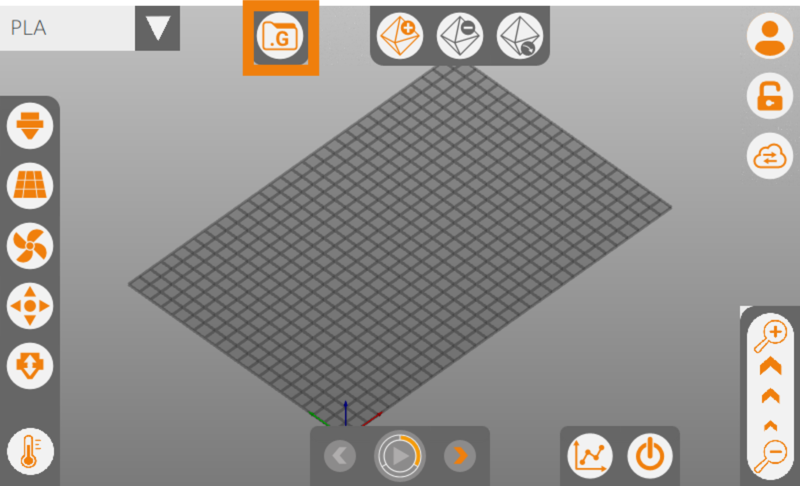
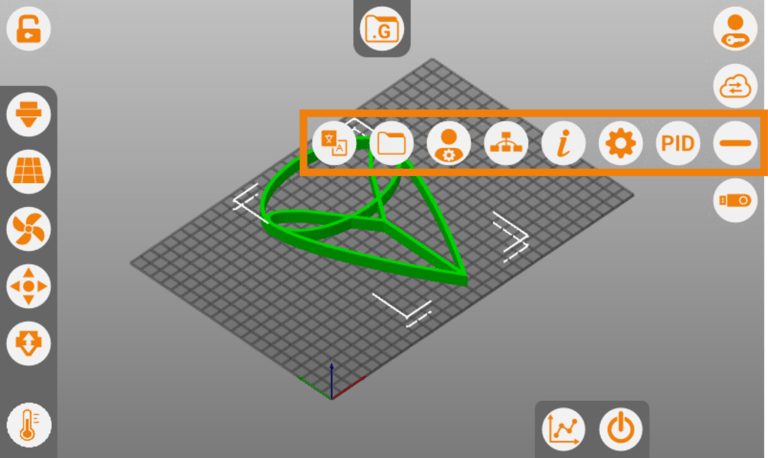
Un appui sur l’icône (.G) ouvre une fenêtre en 2 colonnes : 1 colonne « USB » et 1 colonne « Imprimante ».
Ces colonnes permettent d’accéder aux fichiers .gcode stockés sur la clé USB insérée ou stockés directement dans la mémoire de l’imprimante 3D.
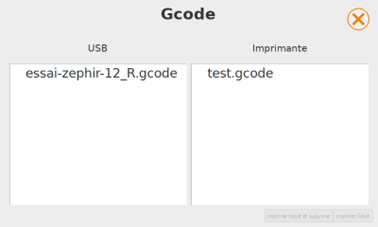
Un appui sur un fichier .gcode sélectionne ce fichier ; le bouton « Imprimer l’objet » devient accessible.
Un appui sur le bouton « Imprimer l’objet » démarre l’impression.
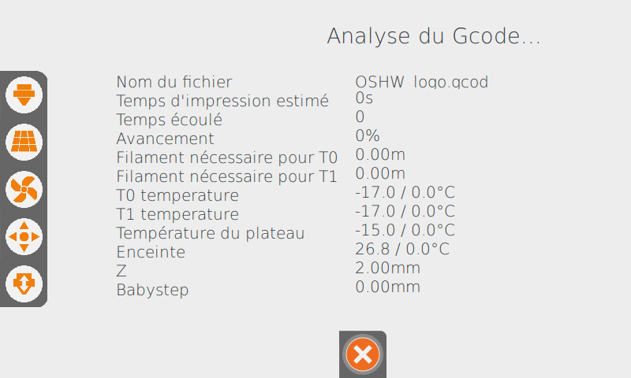
- Si le fichier .gcode provient de la clé USB, une phase d’analyse se lance durant laquelle des informations sont récupérées : longueur de filament nécessaire, durée estimée d’impression, etc. Pendant l’analyse, il est possible de contrôler les températures et déplacements de l’imprimante ou d’annuler l’impression (X). Une fois l’analyse terminée, le fichier est copié dans la mémoire de l’imprimante et l’icône (PLAY) apparait ; un appui sur l’icône (PLAY) lance l’impression.
- Si le fichier .gcode provient de la mémoire de l’imprimante, l’analyse a déjà été effectuée et le lancement de l’impression est immédiatement possible via l’icône (PLAY).
Si le nom du fichier .gcode contient un caractère spécial, le nom du fichier renvoyé est « 0 » et la fenêtre d’impression se referme au moment d’appuyer sur l’icone (PLAY).
Si le fichier .gcode n’a pas été généré à partir d’un profil validé ou que la copie du fichier sur la clé USB ou sur l’imprimante s’est mal déroulée, un message indique que le .gcode est tronqué ; l’impression est permise, mais sera probablement incomplète.
Si l’imprimante est équipée de zones de chauffe indépendantes, au lancement de l’impression (PLAY), une fenêtre de confirmation des températures des zones de chauffe du plateau s’ouvre. Vérifiez et ajustez si besoin les températures avant de fermer la fenêtre pour poursuivre le lancement de l’impression.
Un appui sur le bouton « Imprimer l’objet et supprimer » permet d’accéder au lancement de l’impression et retire en fin d’impression le fichier de la mémoire de l’imprimante, mais pas de la clé USB.
Une fois l’impression lancée, l’imprimante exécute les commandes contenues dans le fichier .gcode : contrôlez le bon déroulement de la séquence de démarrage de l’impression, ainsi que l’écrasement et l’adhérence de la 1ère couche sur la surface d’impression.
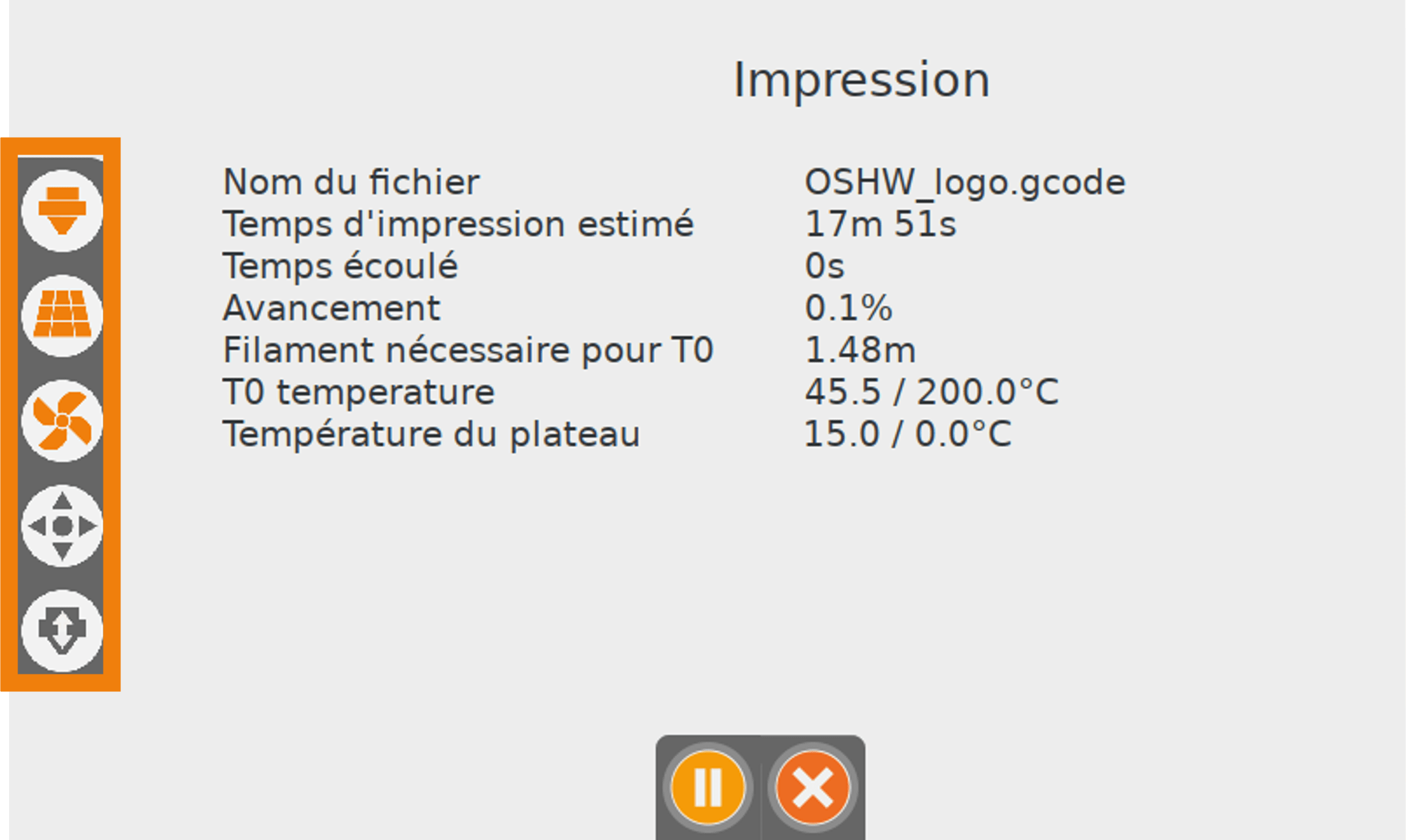
Pendant l’impression, une fenêtre indique l’avancement de l’impression, ainsi que l’état de l’imprimante.
MODIFICATION DE PARAMÈTRES EN COURS D’IMPRESSION
Il est possible d’ajuster en cours d’impression les températures d’extrudeur (dans la limite inférieure de 170°C ; la limite supérieure est définie par le type de tête) et de plateau (dans la limite supérieure de 110°C), ainsi que les paramètres de refroidissement.
Il n’est pas possible d’agir sur les déplacements ou l’extrusion, les icônes sont donc grisées.
Ces paramètres modifiés manuellement seront appliqués tant qu’aucune nouvelle instruction du fichier .gcode en cours d’impression ne vient les écraser.
Il n’est pas possible d’agir sur les déplacements ou l’extrusion, les icônes sont donc grisées.
Toute modification en cours d’impression peut dégrader la qualité d’impression initiale, voire ne pas être compatible avec la machine, la matière ou la géométrie de l’objet. Ces modifications sont à opérer avec prudence et attention.
PAUSE
Il est possible de mettre l’impression en pause en appuyant sur l’icône (PAUSE).
L’imprimante termine d’exécuter les commandes en mémoire et s’arrête au bout de quelques instants ; la tête se déplace afin de libérer le volume d’impression.
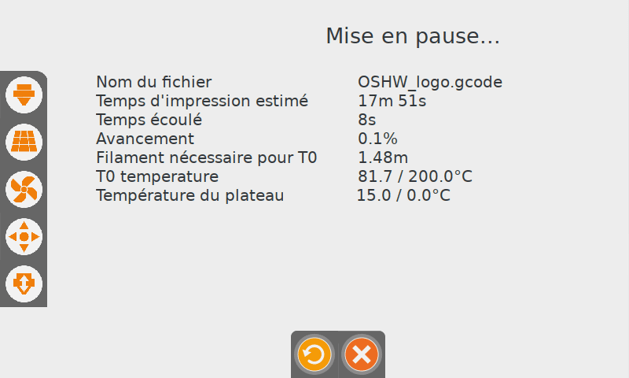
La température du plateau est maintenue le temps de la pause, alors la chauffe de la tête d’impression est stoppée après 4 minutes de pause pour éviter de dégrader la matière et de créer un bouchon.
L’icône (PAUSE) devient l’icône (REPRISE) et les icônes (DÉPLACEMENTS) et (EXTRUSION) deviennent accessibles. Pour reprendre l’impression, appuyez sur l’icône (REPRISE) : la tête remonte à la température d’impression et se stabilise avant la reprise des déplacements.
Une pause prolongée peut générer un décalage du fait de la rétraction de la matière déjà imprimée. Il est conseillé de sortir de la pause le plus rapidement possible pour limiter ce phénomène.
Une pause, même brève, peut générer un défaut mécanique et visuel à la reprise, dû à un manque de matière lié aux coulures à travers la buse. Il est conseillé de mettre en pause l’impression lors du remplissage de l’objet et non pas au niveau de l’enveloppe afin de minimiser le défaut.
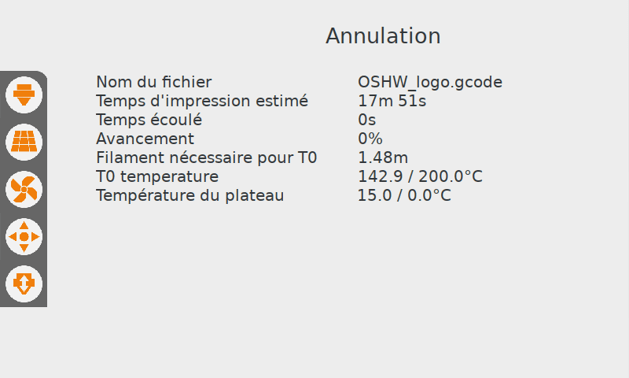
ANNULATION
Il est possible d’annuler/arrêter une impression en appuyant sur l’icône (X). L’imprimante finit d’exécuter les commandes en mémoire et s’arrête au bout de quelques instants ; la tête se déplace afin de libérer le volume d’impression. Les éléments mobiles et chauffants ne sont plus alimentés. La fenêtre d’annulation reste à l’écran jusqu’à ce que la température du plateau soit < 45°C et le volume d’impression reste verrouillé ; aucune action n’est possible pendant ce temps de refroidissement. Une fois le plateau refroidi, le système de verrouillage libère le volume d’impression et l’interface bascule sur la fenêtre principale.
La fin d’une impression dépend de la séquence de fin du fichier .gcode : les éléments mobiles se déplacent pour libérer le volume d’impression et les éléments mobiles et chauffants ne sont plus alimentés.
La fenêtre de fin d’impression reste à l’écran jusqu’à ce que la température du plateau soit < 45°C ; aucune action n’est possible pendant ce temps de refroidissement. Une fois le plateau refroidi, l’interface bascule sur la fenêtre principale.
Afin d’éviter toute mauvaise manipulation de l’interface pendant une impression, il est possible de verrouiller l’écran en appuyant sur l’icone située dans le coin inférieur droit.
Pour sortir du mode de verrouillage, saisissez le code « administrateur ».
Utilisation avancée (mode « administrateur »)
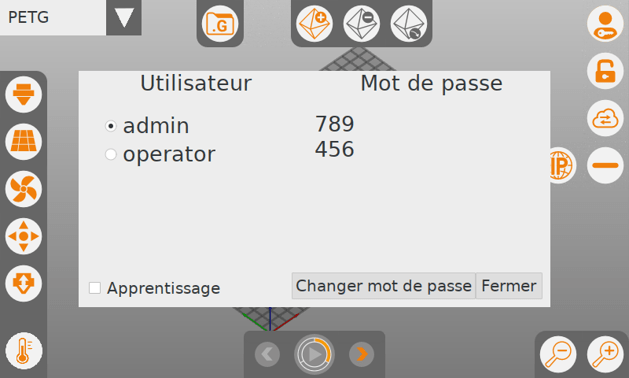
Pour se connecter en mode « administrateur », appuyez sur l’icône (UTILISATEUR) et saisissez le code « 789 » : l’icône (UTILISATEUR) devient l’icône (UTILISATEUR + CLE).
Pour quitter le mode « administrateur » appuyez sur l’icône (UTILISATEUR + CLE).
Le mode « administrateur » donne accès à des options supplémentaires par rapport au mode « opérateur », accessibles via l’icône (+) qui s’affiche sur la droite de l’écran.
Un appui sur l’icône (+) permet de déployer les options supplémentaires ; l’icône devient alors (-) ; un appui sur l’icône (-) permet de replier les options supplémentaires.
L’icône (LANGUES) permet de modifier la langue de l’interface.
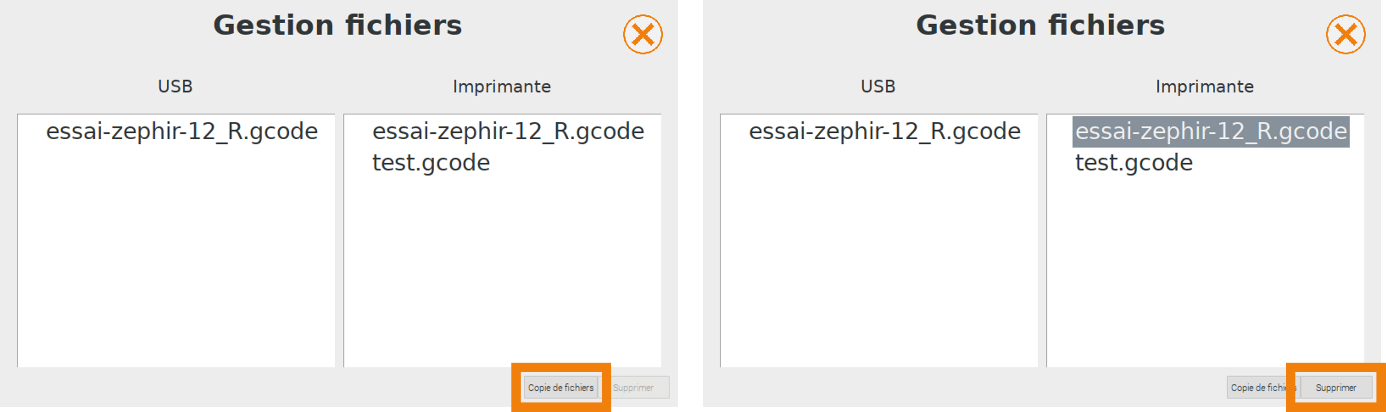
Cette fenêtre permet de gérer les fichiers .gcode de l’imprimante et de la clé USB.
Un appui sur le bouton « Copier » ouvre une fenêtre de gestion des copies : un fichier sélectionné sur la clé USB peut être copié sur l’imprimante 3D et inversement ; un fichier copié depuis la clé USB fait l’objet d’une analyse.
Lorsqu’un fichier .gcode est sélectionné depuis l’USB ou depuis l’imprimante, le bouton « Supprimer » devient accessible, le fichier peut être supprimé ; un message de confirmation s’affiche pour valider la suppression.
Gestion des mots de passe
Le bouton « Changer mot de passe » permet de modifier le mot de passe de l’utilisateur sélectionné.
Mode « apprentissage »
Si le mode « apprentissage » est coché, une action se fait en 2 appuis :
- 1er appui : affiche un texte expliquant la fonction de l’icône
- 2ème appui : permet d’accéder à la fonction
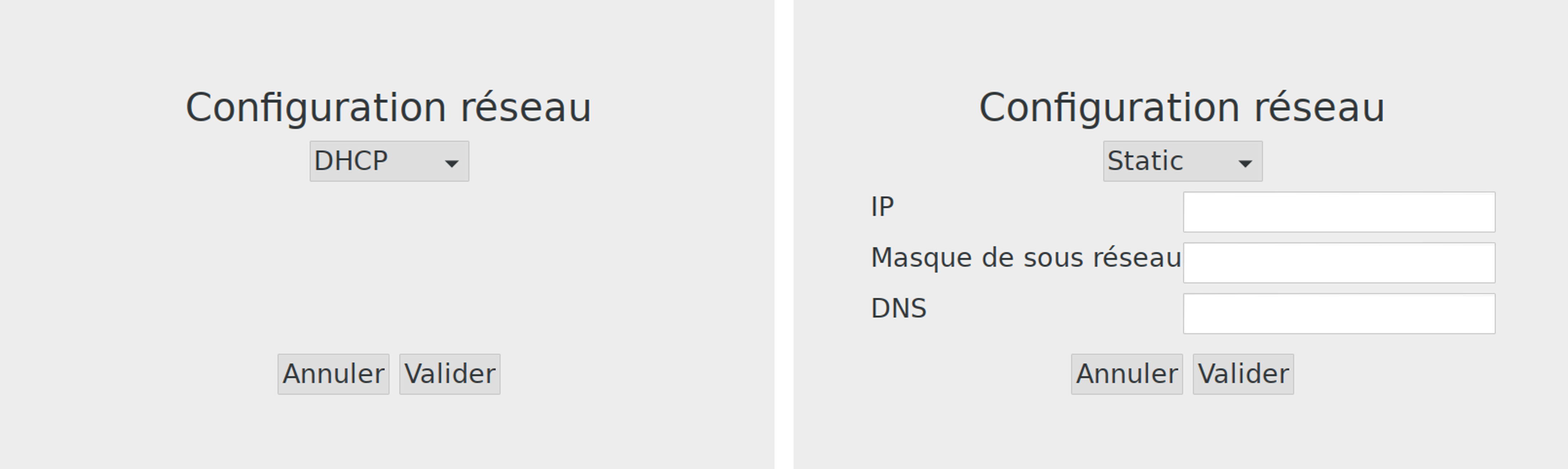
Cette icône permet de gérer le réseau sur lequel connecter l’imprimante 3D (WiFi ou Ethernet).
La configuration du réseau peut se faire soit automatiquement via le DHCP, soit manuellement en utilisant une configuration statique. La sélection du type de configuration se fait en maintenant le doigt sur la flèche de déploiement et en le glissant jusqu’à l’option souhaitée.
Toute modification du réseau nécessite de redémarrer l’imprimante 3D.
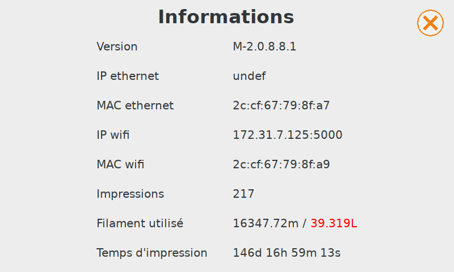
Cette fenêtre renvoie diverses informations sur l’imprimante 3D : numéro de série, version de l’interface, nombre d’impressions effectuées, etc.
L’indexation des outils est importante pour le réglage des offsets :
Option MONO (1 seule tête d’impression) : T0
Option DUAL (2 têtes d’impression) : T0 correspond à la tête principale (tête fixe pour la configuration escamotable et tête de gauche pour la configuration basculante) ; T1 correspond à la tête secondaire.
Option MONO
Le champ « Décalage Z T0 » définit l’écart buse / plateau de T0 lorsque le capteur de fin de course Z est activé. Si l’écrasement de la première couche lors d’une impression n’est pas correct, modifiez la valeur de décalage en suivant la procédure figurant dans le manuel de votre imprimante 3D.
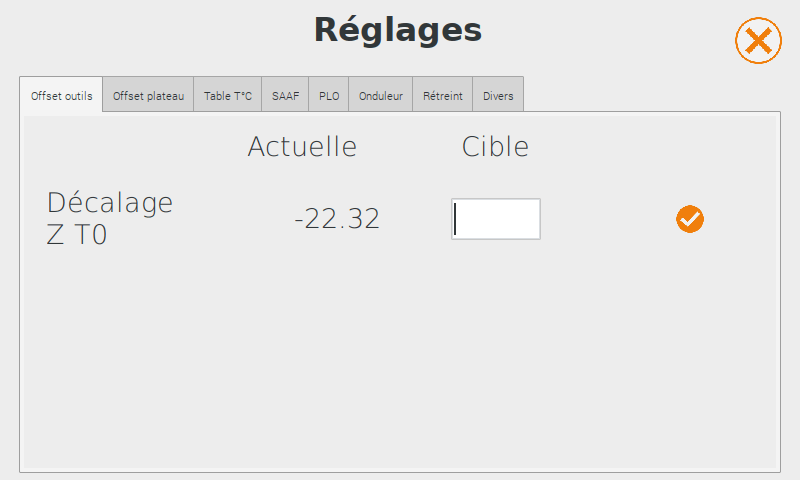
Pour modifier la valeur de décalage Z, appuyez sur le champ à éditer sous la colonne « Cible » : un pavé numérique s’affiche. Saisir la nouvelle valeur de décalage Z, puis validez. Vérifiez cette nouvelle valeur dans la colonne « Cible », par rapport à la colonne « Actuelle » ; si la valeur est correcte, validez-la en appuyant sur l’icône (V) et vérifiez que la valeur « Actuelle » a été mise à jour.
Option DUAL
Une fois l’écart buse / plateau de T0 calibré, il faut calibrer la position de la buse T1 par rapport à T0. Les nouvelles valeurs sont saisies de la même façon que pour l’option MONO.
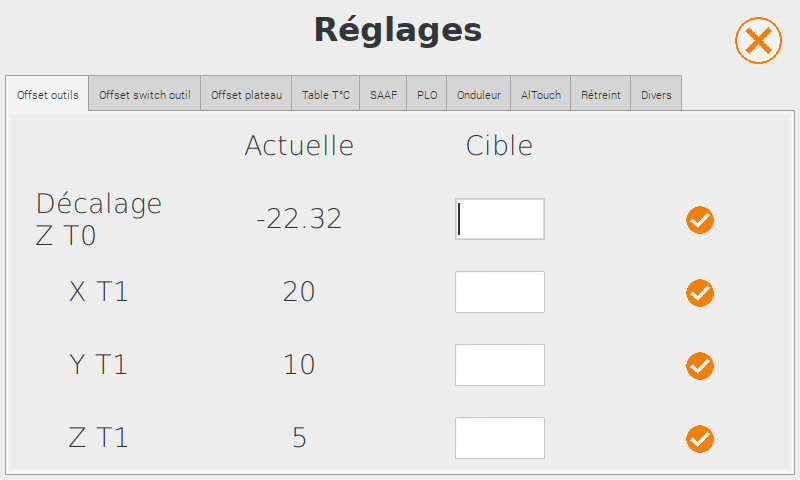
Commencez par régler l’écart Z T1 de la buse T1 par rapport au plateau plateau, en suivant la procédure figurant dans le manuel de votre imprimante 3D.
Puis ajustez les décalages X T1 et Y T1, toujours en suivant la procédure figurant dans le manuel de votre imprimante 3D.
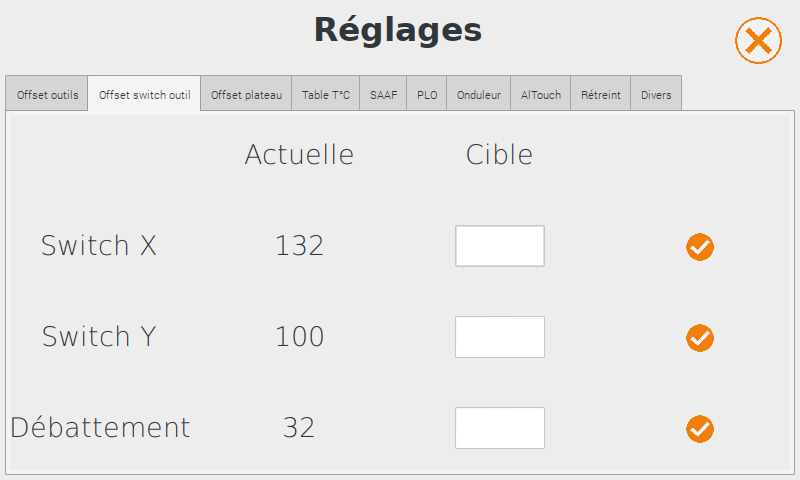
Configuration « mécanique »
Les valeurs Switch X et Switch Y correspondent à la position de la fourche permettant la bascule d’une tête d’impression à l’autre.
Le débattement correspond à l’amplitude de déplacement nécessaire pour basculer de T0 à T1 et inversement.
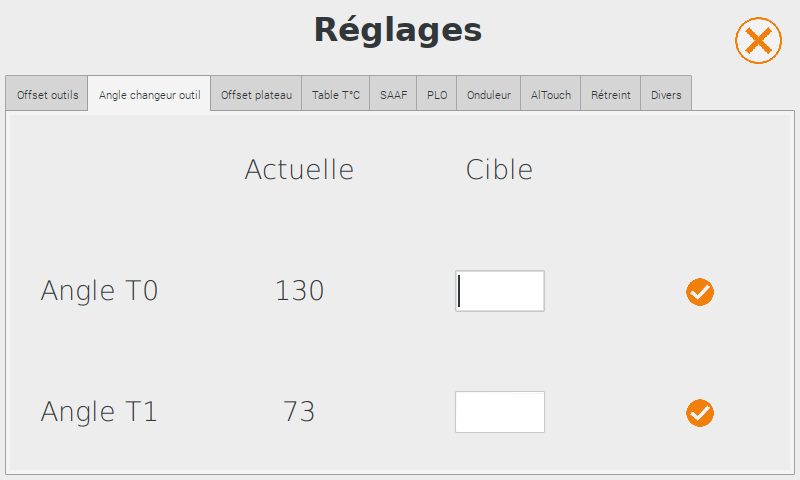
Configuration « servo-moteur »
Les angles permettent de définir l’amplitude de rotation du servo-moteur, ainsi que sa position de départ et d’arriver, afin de positionner correctement le bloc des têtes d’impression.
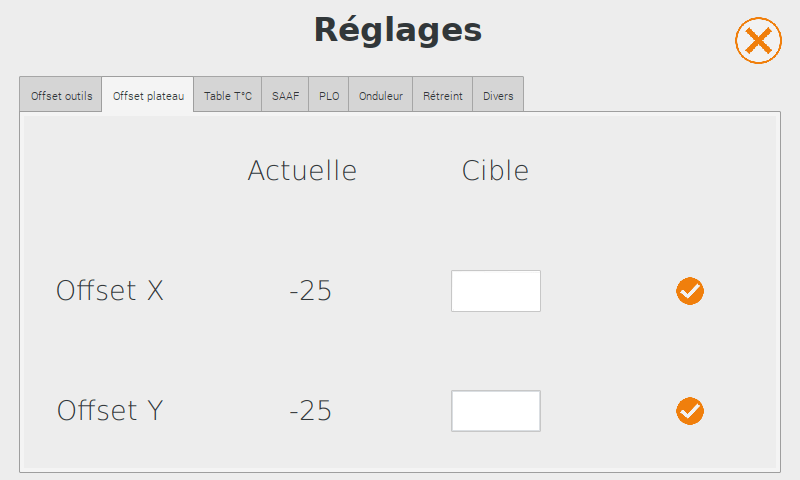
L’offset plateau permet de positionner l’origine du volume d’impression par rapport à la surface d’impression :
- Si T0 est trop décalé vers la gauche > diminuez la valeur Offset X, sinon augmentez-la (valeur maximale : 0)
- Si T0 est trop décalé vers l’avant > diminuez la valeur Offset Y, sinon augmentez-la (valeur maximale : 0)
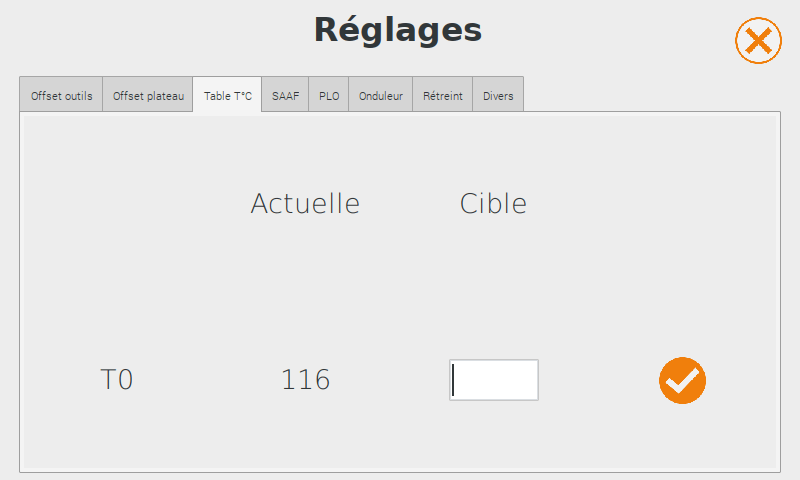
En cas de changement de tête d’impression, si la sonde de température de la tête nouvellement installée est différente de celle de la tête précédente, sélectionnez la table de températures correspondant à la
sonde de la tête nouvellement installée (cf. boite de rangement de la tête d’impression).
Le dispositif PLO (Palpeur de Longueur d’Outil) permet d’ajuster automatiquement la valeur de décalage Z (cf. Offset outils) à la suite d’un changement de tête.
La valeur de décalage Z (offset Z T0) doit être correcte avant d’effectuer la suite de la procédure.
Les éléments chauffants (buse et plateau) doivent être propres (absence de résidus de filament) et à température ambiante pour pouvoir calibrer et utiliser le PLO.
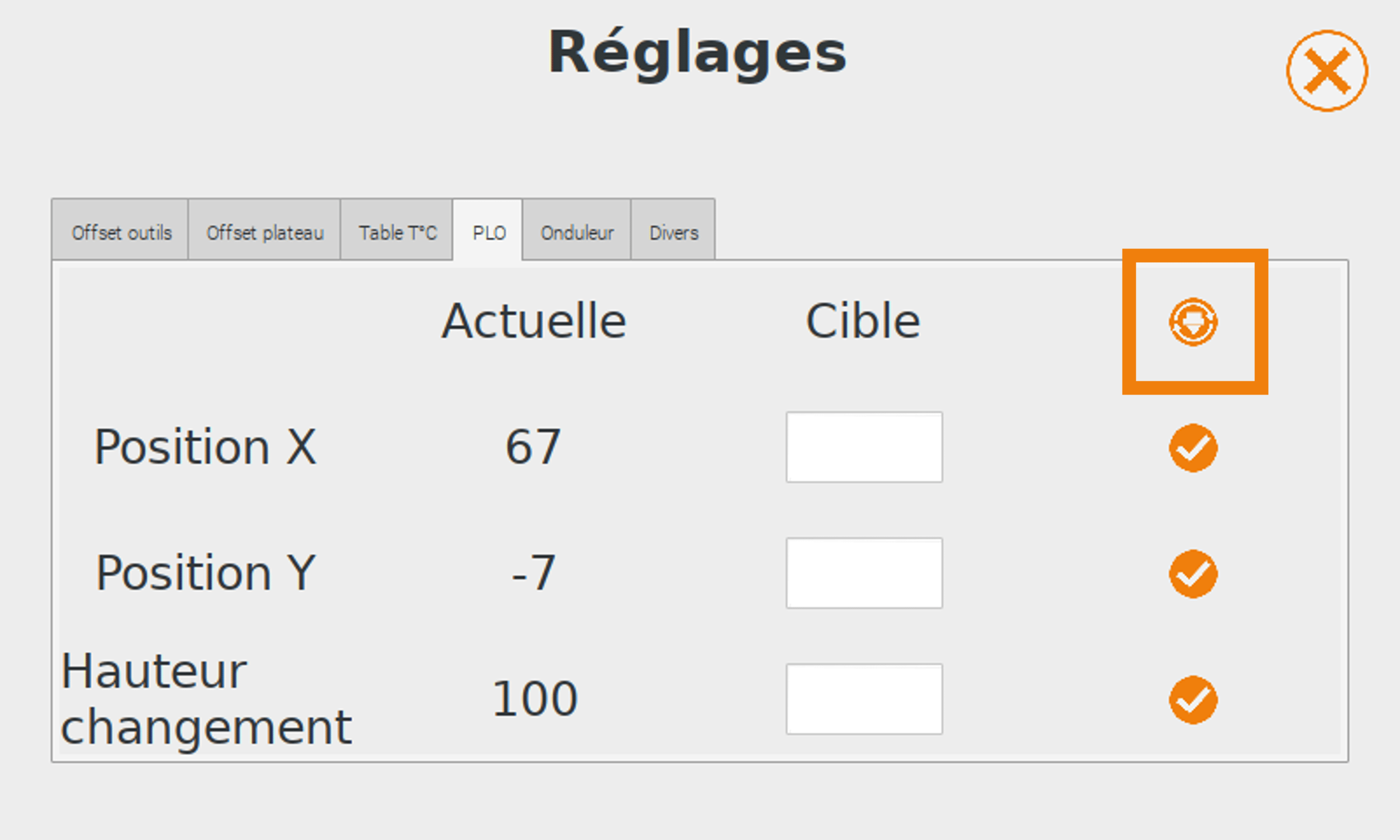
Pour fonctionner correctement, la position du PLO en X et Y par rapport au plateau doit être renseignée. Ces valeurs sont définies lors de la mise en service de l’imprimante (cf. Manuel de l’imprimante).
La hauteur de changement indique quant à elle l’écart buse / plateau à appliquer à l’issue de la première étape de la procédure, afin de faciliter le changement de la tête d’impression.
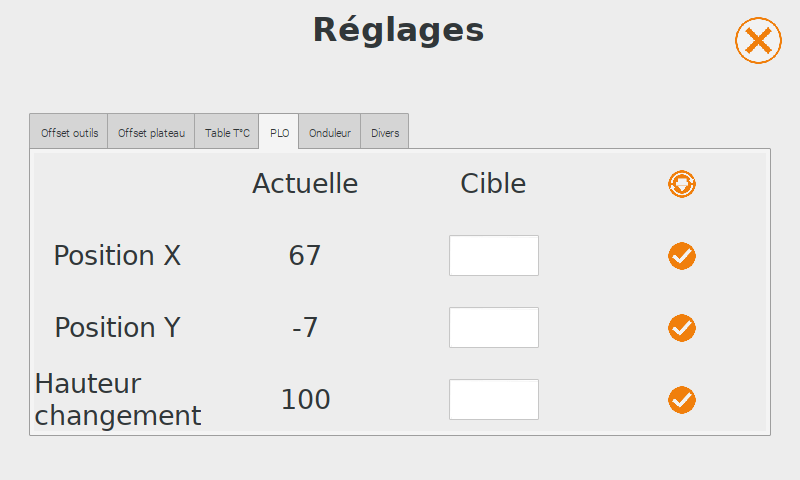
Une fois le PLO installé et contrôlé, avant de remplacer la tête d’impression, appuyez sur l’icône (BUSE) pour lancer la procédure.
Effectuez les points de contrôle affichés à l’écran, puis validez.
La procédure réalise les étapes suivantes :
- Prise d’origine X, Y et Z
- Positionnement de la buse au-dessus du PLO
- 1ère descente de l’axe Z par pas de 1.00 mm jusqu’à allumer la LED ; l’axe Z remonte
- 2ème descente de l’axe Z par pas de 0.10 mm jusqu’à allumer la LED ; l’axe Z remonte
- 3ème descente de l’axe Z par pas de 0.01 mm jusqu’à allumer la LED ; l’axe Z remonte de la valeur de hauteur renseignée au lancement de la procédure
La fenêtre suivante s’affiche à l’écran :
Effectuez le remplacement de la tête d’impression et validez l’étape pour poursuivre la procédure : la machine réalise à nouveau les séquences d’allumage de la LED du PLO et remonte de 20 mm.
L’interface affiche alors les valeurs de décalage Z correspondant à l’ancienne tête et à la nouvelle.
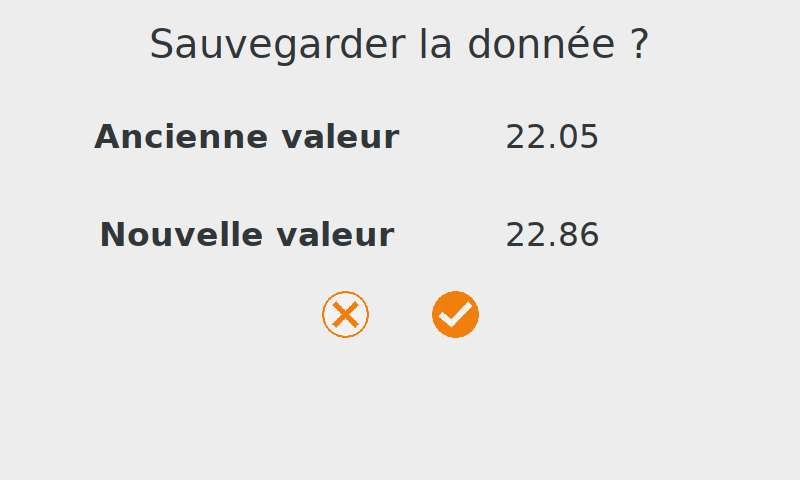
A l’issue de la procédure, contrôlez physiquement l’écart buse / plateau sur votre imprimante 3D (cf. Manuel de l’imprimante).
Cet onglet est accessible pour les imprimantes 3D équipées de l’option « onduleur » et permet de gérer la bascule sur onduleur en cas de coupure de courant.
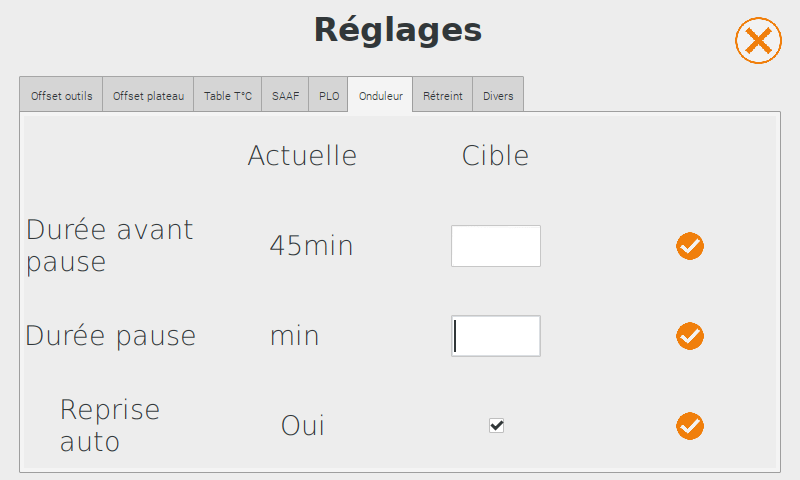
Durée avant pause : indique combien de temps l’imprimante fonctionne sur onduleur en cas de coupure de courant ; la chauffe du plateau stoppe au moment de la coupure et un message informe l’utilisateur de la situation. Si le courant est rétabli avant la fin de ce temps, le plateau chauffe à nouveau à sa température cible et l’impression se poursuit normalement.
Durée de pause : à l’issue de la durée avant pause, l’imprimante 3D se met en pause et le reste pendant la durée renseignée.
Reprise auto :
- Si le courant est rétabli avant la fin de la durée de pause et que la fonction « Reprise auto » est activée, le plateau chauffe à nouveau à sa température cible et l’impression reprend.
- Si le courant est rétabli avant la fin de la durée de pause et que la fonction « Reprise auto » est désactivée, la reprise d’impression se fait via l’intervention de l’opérateur.
- Si le courant n’est pas rétabli avant la fin de la durée de pause, la reprise d’impression se fait uniquement via l’intervention de l’opérateur, quel que soit l’état de la fonction « Reprise auto ».
L’onglet AlTouch permet de lancer la séquence de palpage de la surface d’impression en cliquant sur l’icône (PALPEUR).
Le palpage génère une cartographie de la surface d’impression, dont les variations de hauteur sont compensées par des mouvements de l’axe Z : la compensation est totale sur la 1ère couche d’impression et s’atténue progressivement jusqu’à être nulle à la hauteur Z = 10 mm.
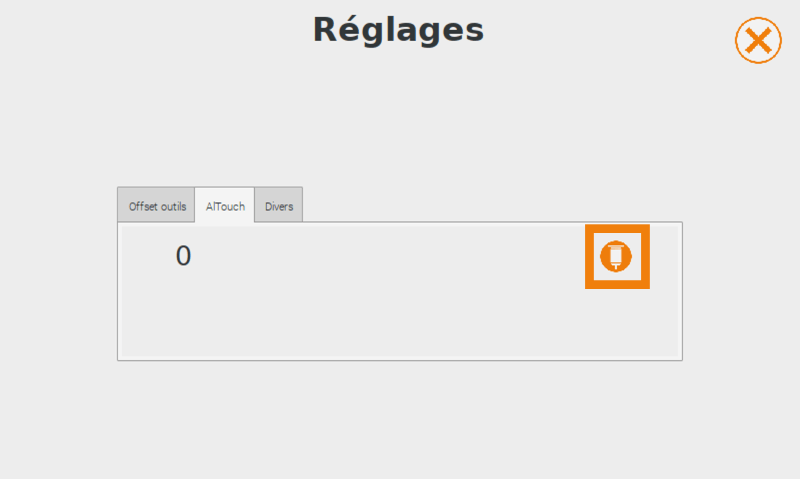
La séquence de palpage se lance lorsque les portes sont fermées et débute par une prise d’origine globale ; la tête se positionne ensuite à l’avant de la machine.
L’écran affiche les opérations de contrôle à effectuer sur le palpeur. Pour réaliser ces opérations, l’opérateur doit accéder à la tête d’impression, il appuie sur l’icône (CADENAS) pour pouvoir ouvrir les portes avant de la machine. A la fin des étapes de contrôle, l’opérateur referme les portes et appuie sur l’icône (V) pour poursuivre la procédure : la machine réalise ses points de palpage et enregistre la cartographie, avant de basculer sur l’écran principal.
Sur une imprimante 3D équipée de zones de chauffe plateau indépendantes, une cartographie est à générer avant chaque impression, après une pré-chauffe des zones d’impression sélectionnées.
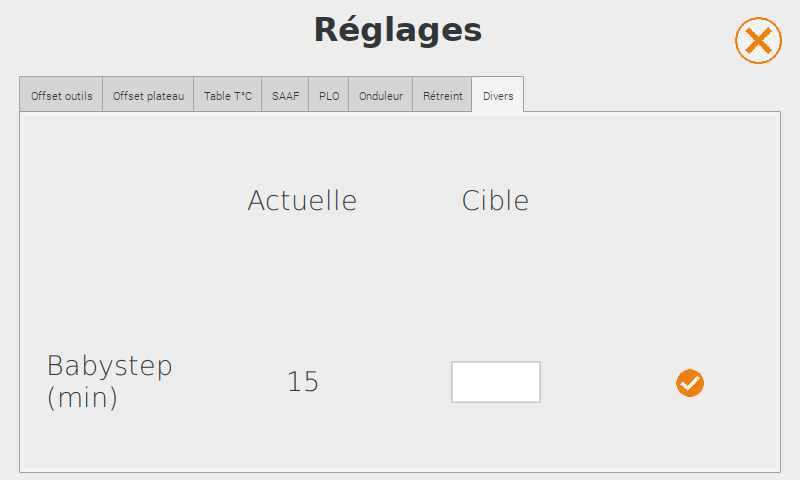
Cet onglet permet de régler la durée pendant laquelle la fonction Babystep est accessible au démarrage d’une impression (cf. Gérer l’écrasement de la 1ère couche).
Le système de contrôle PID permet d’optimiser la courbe de chauffe de la buse et du plateau par rapport à une température cible ; plus on s’éloigne de cette température, moins la courbe est optimisée.
Les valeurs de PID sont définies sur plusieurs cycles de montée en température : plus le nombre de cycles est important, meilleure sera la précision.
Les valeurs PID sont réglées en usine ; il peut être nécessaire de définir de nouvelles valeurs PID si des instabilités de température apparaissent dans le temps.
Un changement de tête d’impression peut nécessiter de lancer une calibration des valeurs PID.
La procédure à suivre est la même pour la buse et le plateau.
- Sélectionnez la température cible (température adaptée à la matière que vous imprimez le plus souvent ou température moyenne des matériaux que vous imprimez le plus souvent) ;
- Sélectionnez le nombre de cycles de chauffe à effectuer (un minimum de 5 cycles est obligatoire.
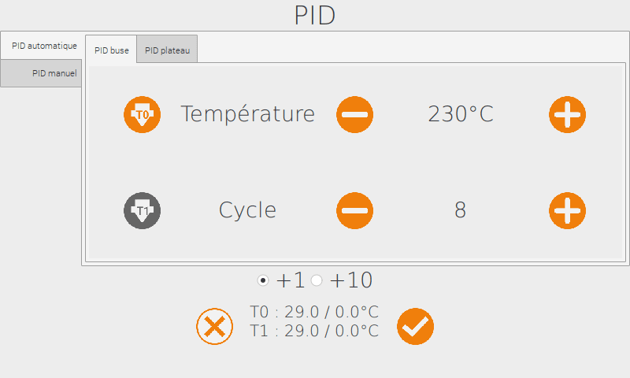
Appuyez sur l’icône (V) pour lancer la procédure : les nouvelles valeurs PID sont calculées automatiquement (le réglage du PID est une procédure longue, due aux cycles de chauffe) ; une fois la procédure terminée, la fenêtre se ferme.
En mode « administrateur », sur la fenêtre « Extrusion », en plus de la longueur et de la température d’extrusion paramétrable en mode « opérateur », il est possible de gérer la vitesse d’extrusion (en mm/min), afin de tester l’extrusion
de têtes d’impression non standard.
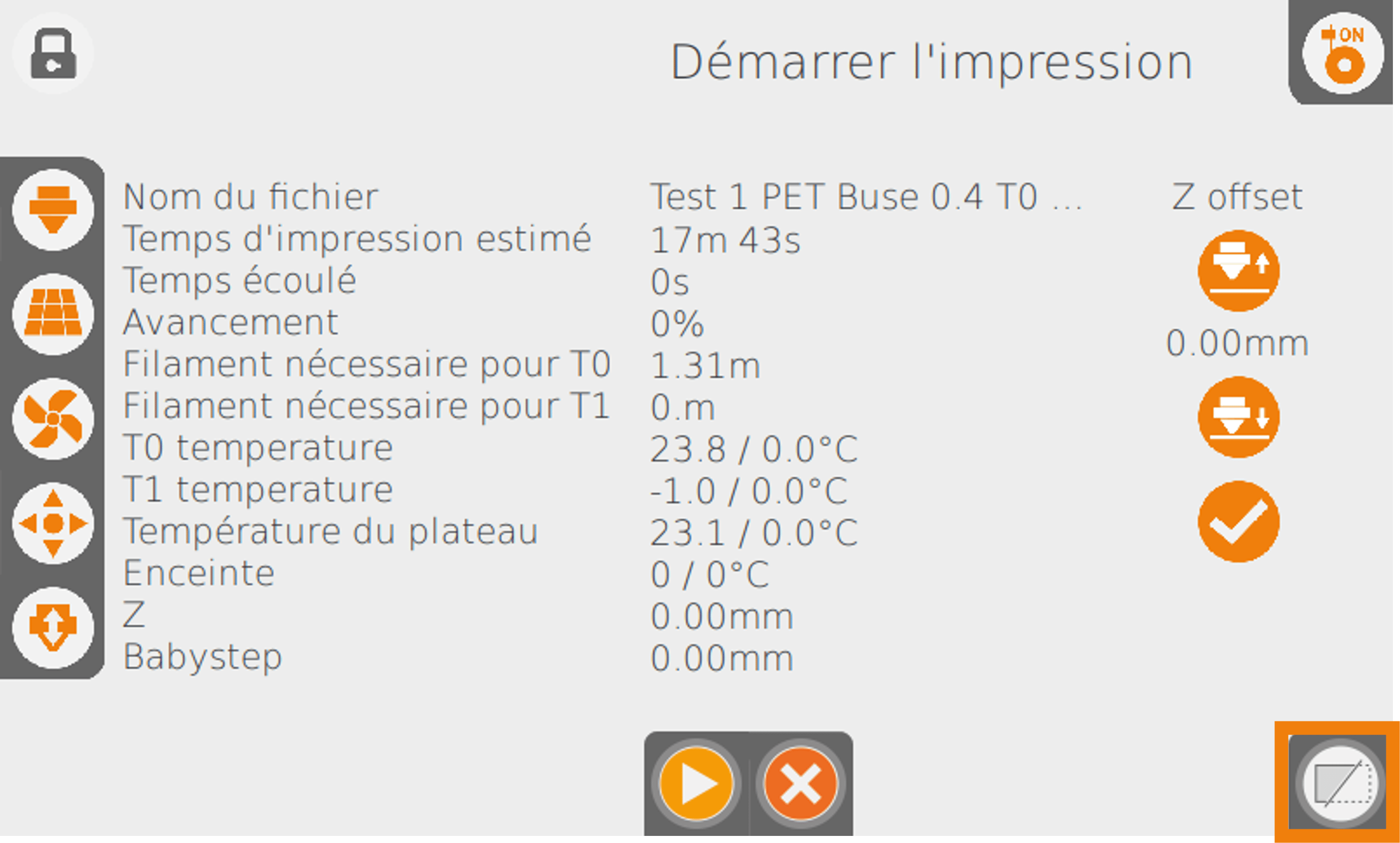
En mode « administrateur » des icônes supplémentaires apparaissent sur la fenêtre « Impression ».
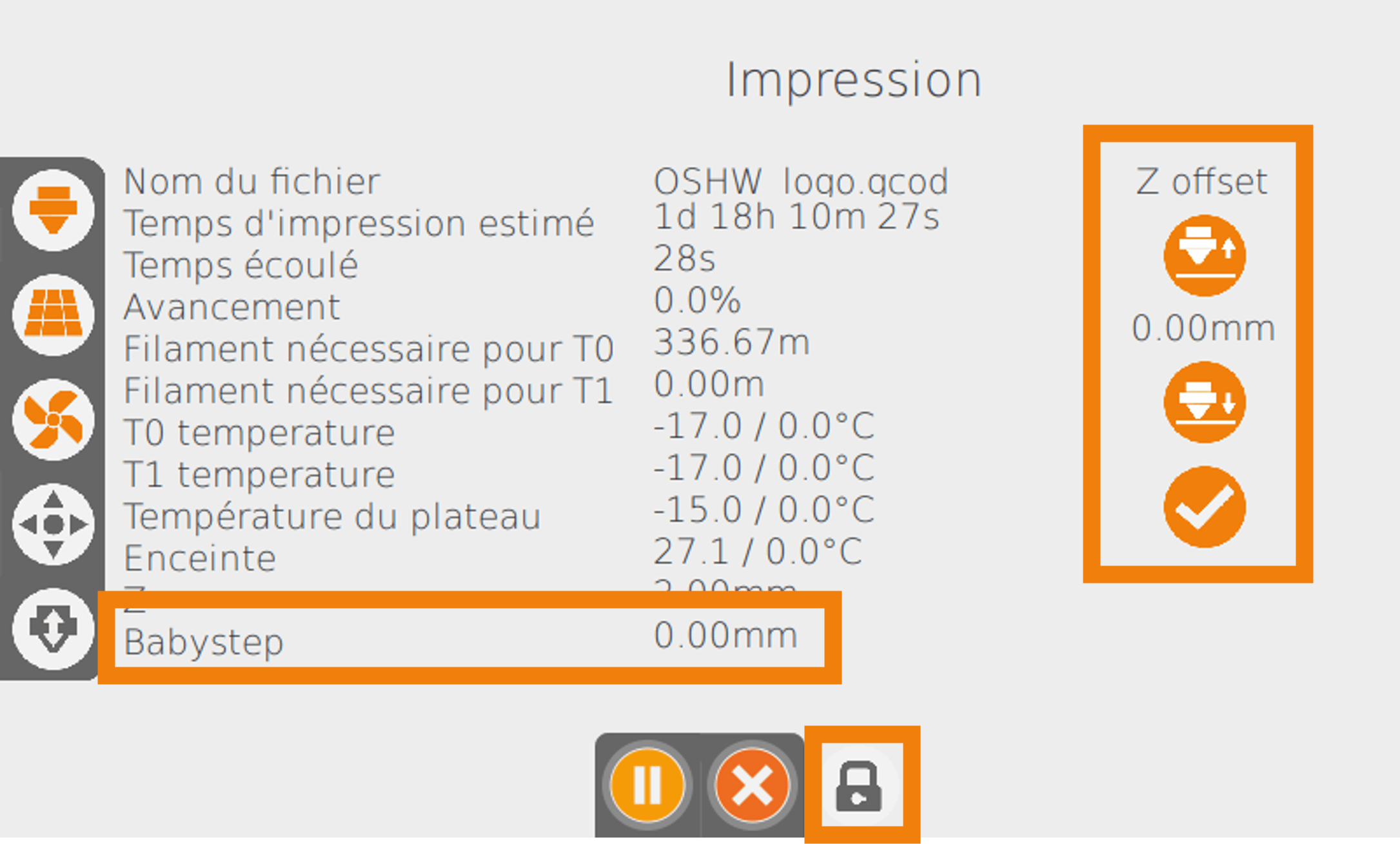
Il est possible au démarrage d’une impression – et pendant une durée déterminée dans l’onglet « Divers » de la fenêtre de « Réglage des offsets et options » – d’ajuster l’écart entre la buse et le plateau, afin d’optimiser l’adhérence de la 1ère couche de l’objet.
Les icônes (Z OFFSET +) et (Z OFFSET -) permettent d’augmenter ou de réduire par pas de 0.05 mm la valeur d’ajustement de l’écrasement (dans la limite de -0.1 à +0.2 mm). Pour appliquer cette valeur d’ajustement, appuyez
sur l’icône (V) ; la valeur cumulée des ajustements est rappelée sur la ligne Babystep de la fenêtre d’impression.
Il est possible d’accéder au volume d’impression grâce à un appui sur l’icône (CADENAS) : l’imprimante exécute les quelques commandes qu’elle a en mémoire et abaisse les pênes, libérant ainsi les portes du volume d’impression. Les verrous se referment automatiquement après quelques secondes.
En mode « administrateur », l’interface et le volume d’impression ne sont plus verrouillés lors du refroidissement du plateau jusqu’à 45°C.
Attention à respecter les bonnes pratiques du manuel de l’imprimante pour éviter tout risque de brûlure ou de dommage de l’imprimante !