Manuel d’utilisation de la FLATT
Le présent manuel doit être lu attentivement avant toute première utilisation d’une imprimante 3D de type FLATT. La compréhension et l’application des divers points abordés dans ce manuel garantissent au produit une qualité de mise en œuvre et une durée de vie optimales.
Toute utilisation de l’imprimante FLATT ne respectant pas les consignes du présent manuel a pour conséquence l’annulation de la garantie constructeur.
Télécharger le manuel de la FLATT (version 1.1 du 15/01/2025) :
Manuel_FLATT.pdf
Sommaire
Lors de l’impression, il est nécessaire de garantir une stabilité thermique de l’environnement de la machine. Toute variation de la température du milieu peut entrainer une modification immédiate des dimensions de la pièce en cours d’impression. Les conséquences directes vont du défaut géométrique de la pièce finie à son décollement du plateau pendant l’impression pouvant résulter sur un endommagement de la machine.
La machine ne doit pas être placée dans un environnement la soumettant à des projections ou des brouillards d’huile ou autres liquides.
Les éléments électroniques de la machine sont isolés dans une armoire électrique.
Toute intervention sur la partie électronique et/ou mécanique durant la période couverte par la garantie annule cette garantie ; passée cette période de garantie, toute intervention sur la partie électronique et/ou mécanique de la machine doit être réalisée par une personne qualifiée.
- Une personne formée à l’utilisation de la FLATT et au procédé de fabrication additive FFF doit être présente lors de toute utilisation de la machine
- Attachez les cheveux longs et portez des vêtements près du corps pour manipuler la machine
- Avant toute opération, assurez-vous de l’absence de corps étranger dans la machine
- Ne laissez pas la machine en fonctionnement sans surveillance lors d’une impression d’un fichier .gcode non testé et validé
- Ne déplacez pas la machine en fonctionnement
- N’introduisez pas la main dans la machine en fonctionnement : les éléments mobiles entraînent un risque de pincement et les éléments chauffants un risque de brûlure
- Ne tirez pas sur les câbles de la machine
- Ne laissez pas de filament dans une buse chaude sans extrusion, cela risque de boucher la tête d’impression
- N’utilisez pas de brosse métallique pour nettoyer les résidus de filament fondu autour de la buse.
- Attendez le refroidissement des éléments chauffants et éteignez la machine (OFF) avant toute manipulation
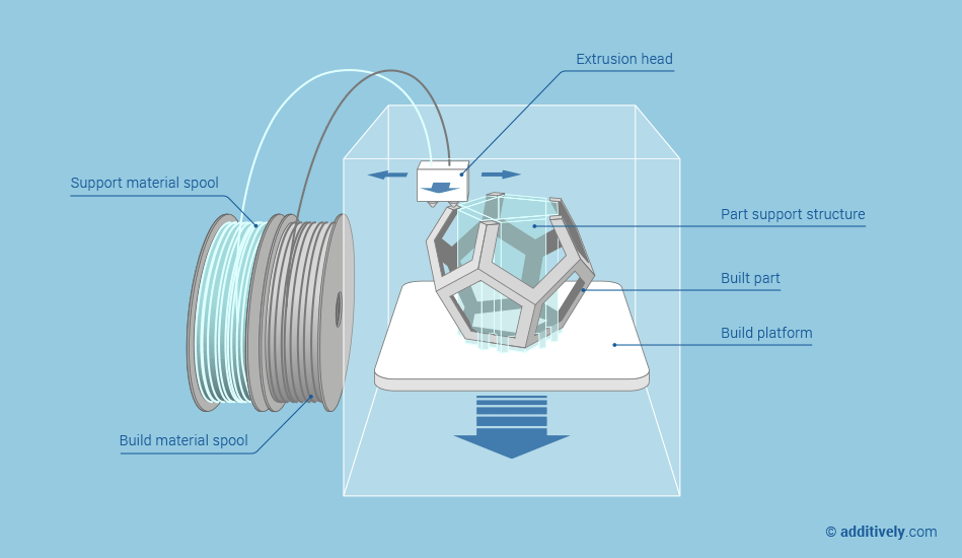
L’impression 3D est une famille de procédé de fabrication par ajout de matière. Elle se base sur une stratégie de construction d’objet couche par couche. L’ALTO fonctionne sur le principe de l’extrusion de matière, encore appelé FFF pour fused filament fabrication. Un filament de plastique est extrudé à travers une buse chauffée à haute température. Cette dernière est fixée sur une tête capable de se déplacer suivant trois axes nommés X ; Y et Z. C’est la combinaison de l’apport en matière et du déplacement dans le plan XY qui va permettre de créer une couche d’un objet en déposant de la matière précisément aux endroits voulus. Ensuite, c’est un décalage selon l’axe Z qui va permettre de commencer une nouvelle couche construite sur la précédente. Ainsi, couche après couche, l’objet est imprimé.
Pour pouvoir imprimer un objet à l’aide d’une imprimante 3D, il faut lui apporter les commandes nécessaires à la réalisation de l’objet. Ces commandes sont contenues dans un fichier .gcode listant toutes les instructions d’impression. Ce fichier est obtenu à partir d’un modèle 3D de l’objet exporté au format .stl, puis converti par un logiciel de tranchage. C’est ce dernier qui permet de traduire le modèle d’une pièce contenu dans le fichier .stl en la liste d’instructions machine contenue dans le fichier .gcode.
Machine
Structure : profilés aluminium + pièces imprimées + panneaux composite aluminium / polymère (opaques) + portes PMMA (transparentes)
Cinématique : cartésienne (axe Z embarqué sur le chariot X)
Transmission du mouvement : axes linéaires XY via poulies et courroies ; axe Z via vis à billes
Guidage : rails à billes
Plateaux aluminium 8 mm fixes et chauffants (4 zones de chauffe indépendantes)
Surface d’impression : plateau en verre trempé 6 mm amovible (autres surfaces en option)
Interface : écran tactile 7 ‘’
Capteurs optiques de prise d’origine
Dimensions (sans option)
Machine : X = 2090 mm | Y = 2090 mm | Z = 2090 mm
Volume impression : X = 1200 mm | Y = 1200 mm | Z = 150 mm
Poids de la machine : ~ 500 kg
Caractéristiques d’impression
Filament: Ø 1.75 mm
Direct filament drive (single or double extrusion)
Buses d’impression interchangeables : Ø 0,6 / 0,9 / 1,2 mm en acier renforcé
Vitesse de déplacement maximale (hors extrusion) : 300 mm / sec.
Vitesses d’impression : de 10 à 200 mm / sec
Débit volumétrique maximum : renseigné dans les profils d’impression (fonction du diamètre de buse et du type de matériau)
Épaisseur de couche recommandée : 50% du diamètre de buse
Températures
Plateau chauffant : jusqu’à 100 °C
Tête d’impression : jusqu’à 500 °C
Enceinte : thermorégulée par évacuation de l’air d’enceinte (T° consigne max. : 45°C)
Électrique & électronique
Alimentation : 380 VAC (triphasée)
Consommation max. : 7 000 W
Cartes électroniques : Octopus Pro (circuit principal) et Octopus (circuit de contrôle des zones de chauffe du plateau)
Connectique
USB, WiFi, Ethernet
Système
Software: Slicer
Compatibility: Windows, Mac, Linux
Capteur fin de filament : cette option permet de contrôler la présence du filament avant l’arrivée dans la tête d’impression. Lorsque le capteur détecte l’absence de filament, l’impression en cours est mise en pause avant que le filament ne vienne à manquer, de manière à changer la bobine et terminer l’impression.
Étuve : l’étuve permet de stocker les bobines de filament (jusqu’à 5 kg) dans des conditions maitrisées de température (jusqu’à 45°C) et d’humidité ; pour imprimer, les bobines sont utilisées directement depuis l’étuve.
Dérouleur automatique : pouvant être couplée à l’option « étuve », le dérouleur assure un apport régulier de filament à la tête d’impression sans solliciter l’extrudeur ; la vitesse du dérouleur s’ajuste en fonction
de la consommation réelle de la tête d’impression.
Système de filtration (charbon actif + HEPA) : cette solution permet de filtrer les dégagements de COV (composés organiques volatils) et de PUF (particules ultra-fines) lors des impressions. L’utilisation d’une filtration est obligatoire pour certains matériaux.
Palpeur mécanique AlTouch : le palpeur AlTouch effectue un palpage en plusieurs points de la surface d’impression pour en générer une cartographie ; cette cartographie permet de compenser les irrégularités du plateau qui peuvent apparaitre dans le temps.
Caméra : elle permet de filmer la zone d’impression, afin de contrôler visuellement et à distance le déroulement de l’impression. Possibilité d’enregistrer la vidéo ou de créer une séquence timelapse de l’impression.
Onduleur : l’imprimante est câblée pour permettre le branchement sur un onduleur qui permet de poursuivre l’impression sous certaines conditions pendant une durée déterminée en cas de coupure
de courant.
Bouton d’arrêt d’urgence : situé en façade de l’imprimante, ce bouton permet un arrêt immédiat de toutes les commandes de la machine (chauffe et déplacement).
Signalétique : feu tricolore installé sur le dessus de la machine, indique l’état de l’imprimante : non utilisée ou en cours d’impression (feu vert), en pause et attente d’une intervention humaine
(feu orange), en erreur (feu rouge).
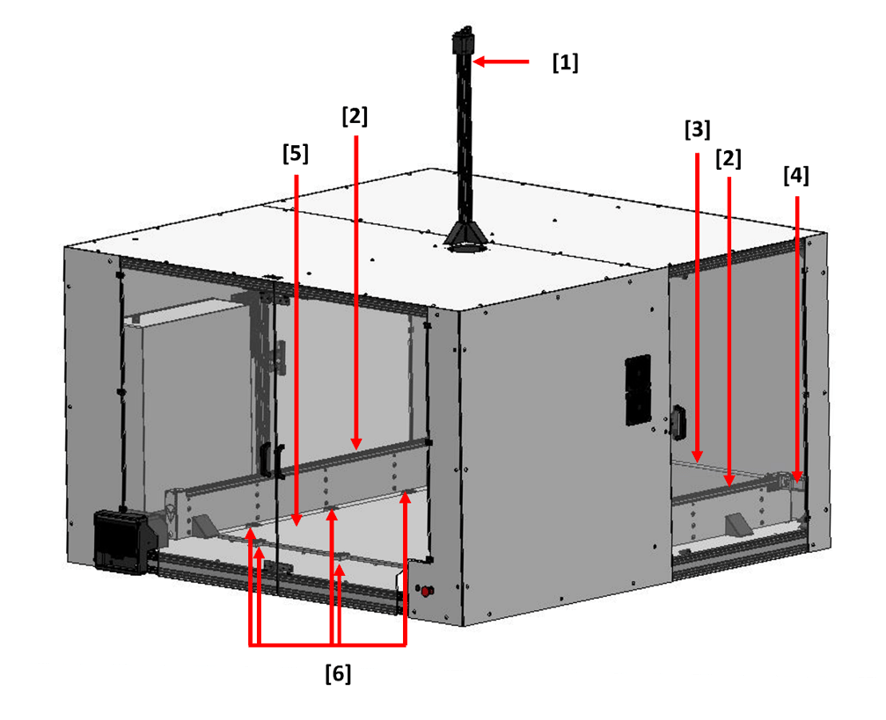
Vue ORTHOGONALE
[1] Mât pour guide PTFE (option dérouleur)
[2] Rails Y
[3] Coupleur y
[4] Moteur Y (possibilité de doubler le moteur Y)
[5] Surface d’impression en verre trempé
[6] Bride et lame de fixation de la surface d’impression
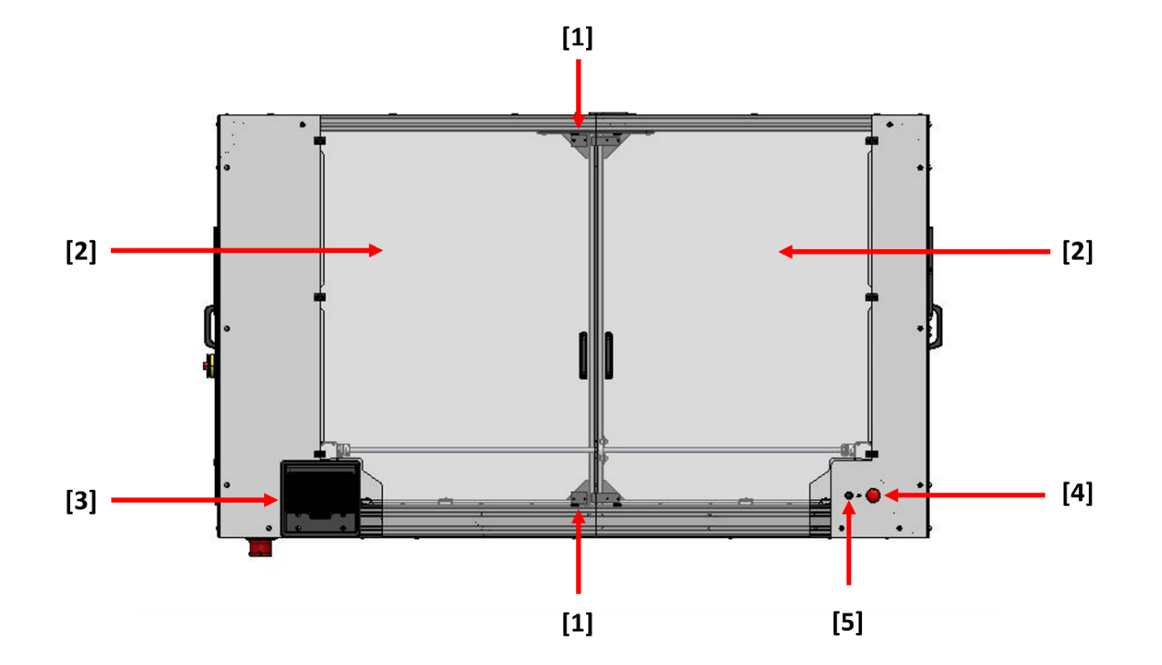
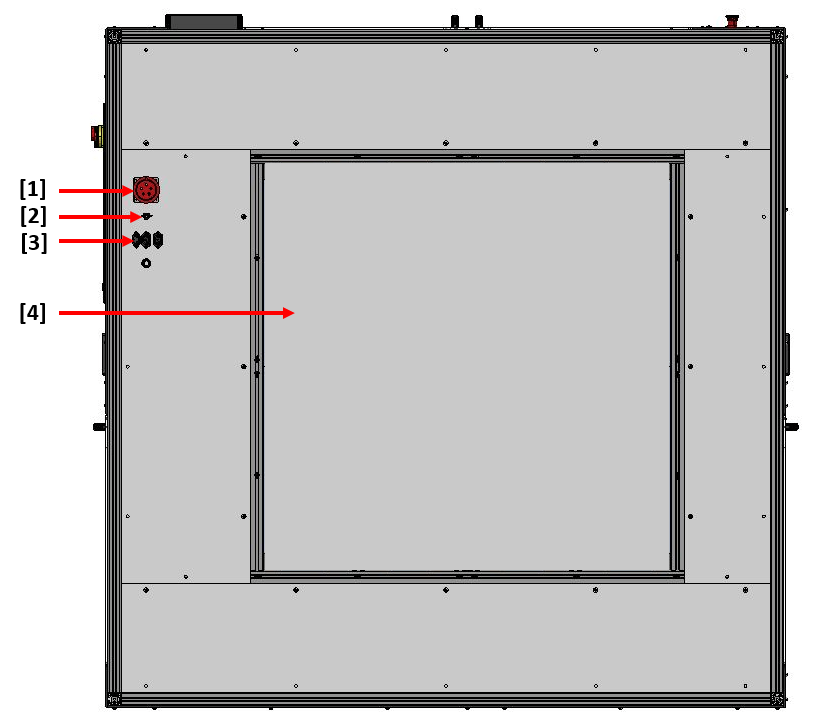
Vue AVANT
[1] Capteur de fermeture de porte + verrou
[2] Double porte d’accès à la surface d’impression
[3] Écran inclinable de l’interface tactile
[4] Bouton d’arrêt d’urgence
[5] LEDs
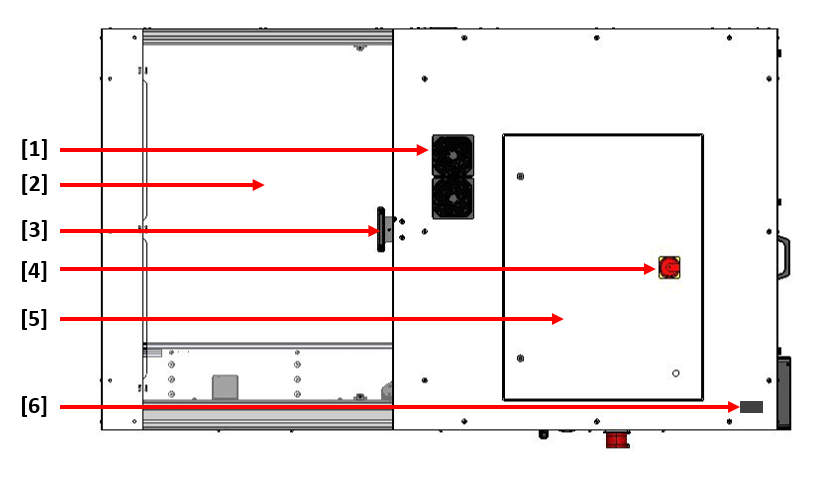
Vue GAUCHE
[1] Système de ventilation de l’enceinte
[2] Porte d’accès à la surface d’impression
[3] Capteur de fermeture de porte + verrou
[4] Interrupteur de mise sous tension
[5] Armoire électrique
[6] Emplacement pour la clé USB
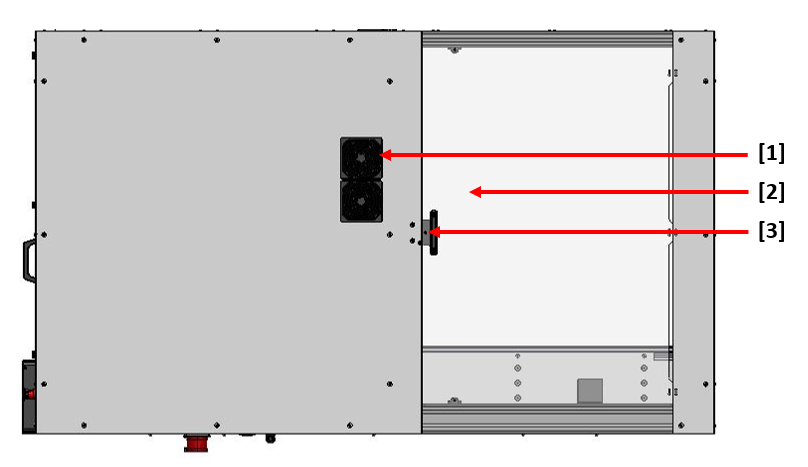
Vue DROITE
[1] Système de ventilation de l’enceinte
[2] Porte d’accès à la surface d’impression
[3] Capteur de fermeture de porte + verrou
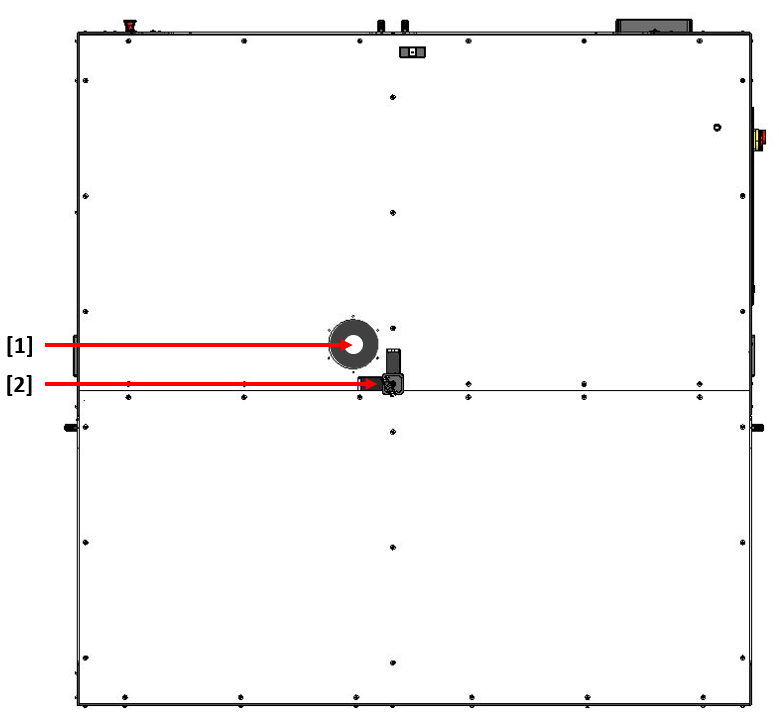
Vue du DESSUS
[1] Zone d’entrée du filament ou du guide PTFE (option « dérouleur »)
[2] Mât de fixation du guide PTFE (option « dérouleur »)
Vue du DESSOUS
[1] Branchement de l’alimentation (triphasée)
[2] Port de communication réseau (RJ45)
[3] Branchement 240V
[4] Cache d’accès aux zones de chauffe indépendantes du plateau
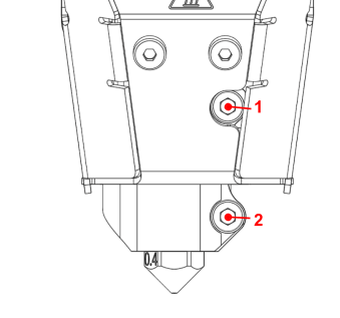
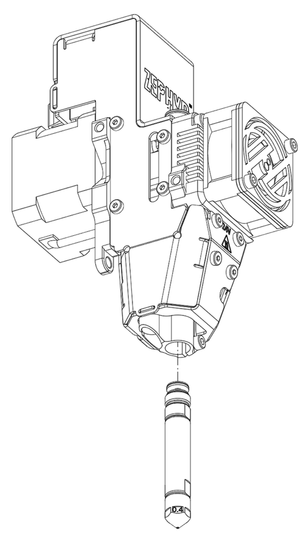
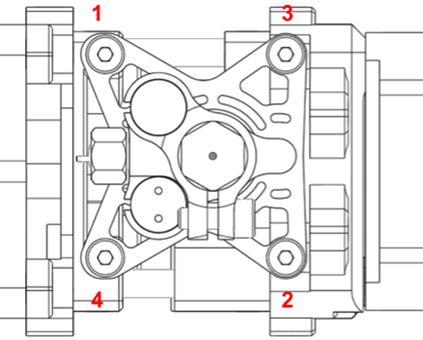
Zoom sur le système d’extrusion haut débit Dyze Design ZEPHYR TM (vue gauche)
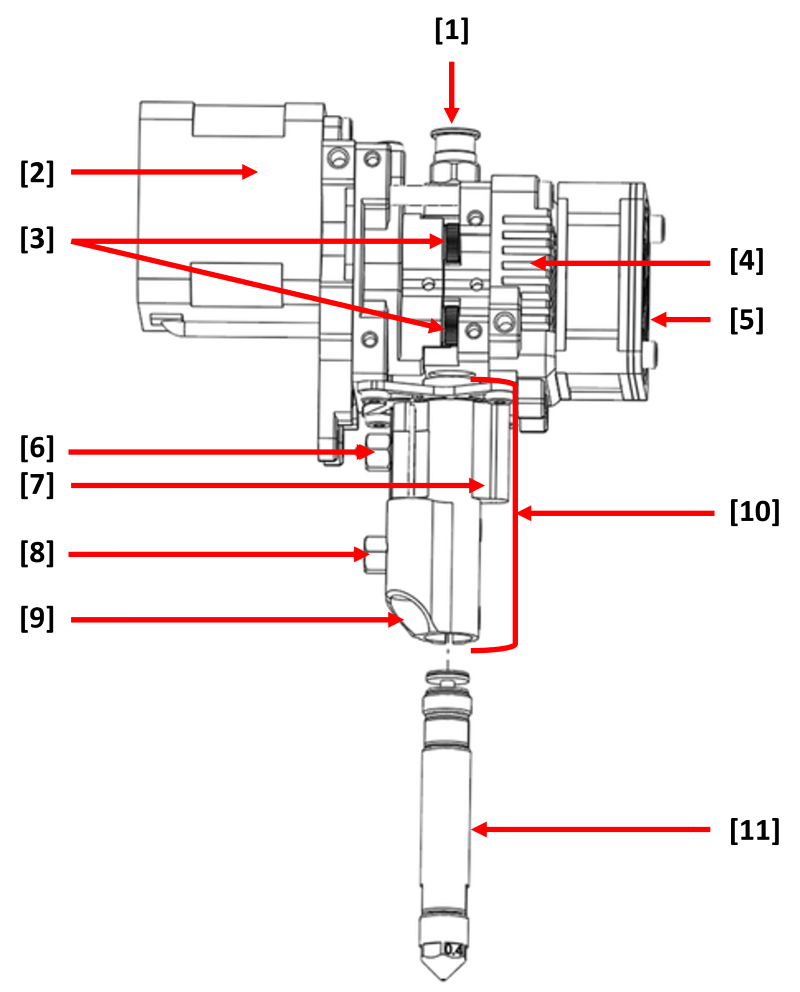
[1] Entrée du filament
[2] Moteur E
[3] Pignons d’entrainement du filament
[4] Dissipateur de chaleur
[5] Ventilateur
[6] Sonde de température T0
[7] Cartouche chauffante T0 24V
[8] Sonde de température T1
[9] Cartouche chauffante T1 24V
[10] Bloc chauffant (hotend)
[11] Buse (nozzle)
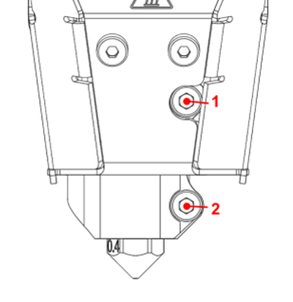
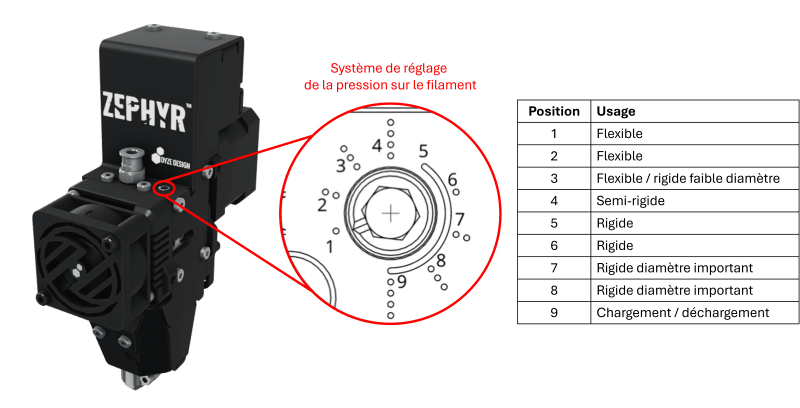
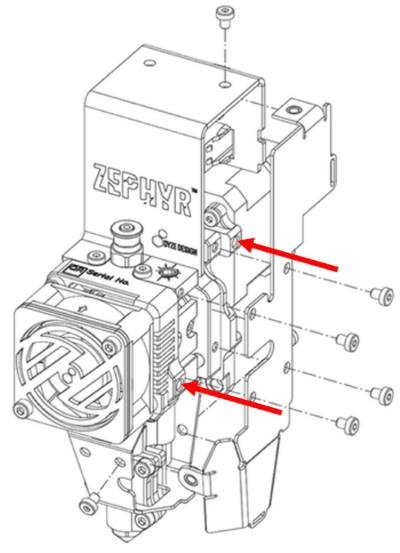
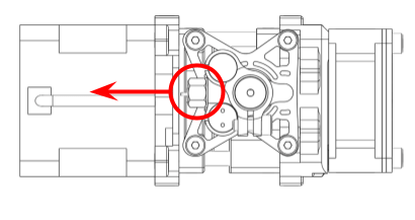
Zoom sur le système d’extrusion haut débit Dyze Design ZEPHYR TM (positionnement de la came de réglage de la pression sur le filament)
La sélection de la position de la came se fait à l’aide d’une clé allen 3,0 mm.
La FLATT est pilotée via l’ interface ITA.
Assurez-vous que le bouton d’alimentation de l’armoire électrique est en position OFF.
Branchez le câble triphasé sur le secteur, puis à la machine.
Pour une FLATT équipée de l’option « onduleur », branchez également le cordon d’alimentation 240V sur le secteur, puis à la machine.
Il ne faut ni sur-alimenter ou ni sous-alimenter la machine, vérifiez la compatibilité de l’alimentation avec le réseau électrique du pays où vous vous trouvez.
Basculez l’interrupteur de l’armoire électrique en position ON pour mettre la machine sous tension. L’interface s’initialise.
La surface d’impression standard de la FLATT est une plaque en verre trempé de 6 mm d’épaisseur. Cette plaque est posée sur les 4 plateaux en aluminium indépendants et maintenue en position grâce à des brides : 3 brides à l’arrière de la machine, 2 brides de chaque côté, 3 brides à l’avant.
Les brides arrière restent fixes lors des opérations d’installation et de retrait de la plaque en verre.
Pour simplifier l’installation et le retrait de la plaque en verre, commandez via l’interface une prise d’origine XYZ de la machine et positionnez la tête à l’arrière de la machine.
L’installation et le retrait de la plaque en verre se fait à 2 personnes au minimum.
L’installation de la plaque en verre se fait lorsque les plateaux en aluminium sont à température ambiante.
Dévissez et retirez complètement les brides avant.
Desserrez les lames de fixation des brides gauche et droite.
Portez la plaque en verre jusqu’à l’entrée de la machine et faites-la glisser doucement jusqu’aux brides arrière. Poussez délicatement la plaque jusqu’à ce qu’elle entre en butée dans les brides arrière.
Desserrez légèrement les lames de fixation arrière si vous ne parvenez pas à y insérer la plaque. Revissez les lames une fois la plaque en place.
Resserrez les lames de fixation des brides gauche et droite.
Positionnez les brides avant sans les serrer.
Commandez la chauffe des plateaux aluminium à la température maximale de 100°C et patientez 20 minutes à partir du moment où la température est atteinte : la plaque en verre se déforme sous l’effet de la chaleur et finit par se stabiliser.
Positionnez les brides avant en butée contre la plaque en verre et vissez-les progressivement et alternativement jusqu’à ce que la plaque ne puisse plus glisser.
Ne touchez pas la plaque en verre tant que la durée de préchauffe de 20 minutes n’est pas respectée : la plaque risque d’exploser sous l’effet d’une contrainte liée à une différence de température trop importante entre 2 zones de la plaque !
Le retrait de la plaque en verre se fait à une température inférieure à 45°C pour éviter tout risque de brûlure des opérateurs et tout risque de casse de la plaque en verre lors de la manipulation.
Dévissez et retirez complètement les brides avant.
Desserrez les lames de fixation des brides gauche et droite.
Glissez doucement la plaque en verre hors de la machine et déposez-la sur une surface plane, stable et propre.
Le plateau en verre doit être enduit d’une colle dédiée avant toute impression : cette colle favorise l’adhérence de la matière sur le plateau en cours d’impression et permet un retrait aisé de la pièce imprimée sans risque d’endommager le plateau.
Une impression directe sur la plaque en verre, sans ajout de colle, augmente le risque d’arracher des morceaux de verre de la plaque !
La colle peut être appliquée lorsque la plaque est hors machine ou dans la machine à condition que la surface soit à température ambiante.
Le type de colle varie en fonction du matériau à imprimer.
Avant d’appliquer la colle, assurez-vous de l’absence de résidu de matière sur le plateau.
Appliquez la colle à l’aide d’un pinceau ou d’un chiffon et patientez jusqu’au séchage complet de la colle. Si la plaque est installée dans l’imprimante, chauffez le plateau à la température d’impression pour accélérer le séchage de la colle.
La colle appliquée sur le plateau peut généralement servir à plusieurs impressions. Lorsque des problèmes d’adhérence ponctuels apparaissent, il devient nécessaire de nettoyer la surface d’impression et de remplacer la colle.
Sélectionnez la buse à installer sur la tête d’impression en fonction de vos paramètres d’impression.
Retirez le filament de la tête d’impression et attendez que la température de la tête soit inférieure à 50°C avant d’éteindre l’imprimante.
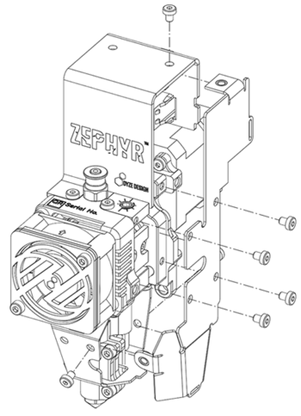
Retirez les 2 vis de fixation du support des turbines à l’aide d’une clé allen 3,0 mm.
Toujours à l’aide d’une clé allen 3,0 mm, desserrez les 2 vis pression de la buse.
Dévissez la buse manuellement ou à l’aide d’une clé plate de 9,0 mm jusqu’à pouvoir la retirer du bloc chauffant.
Visser manuellement la nouvelle buse jusqu’à arriver en butée au fond du bloc chauffant.
Le couple de serrage maximum de la buse est de 0.5 N.m !
Resserrez les 2 vis de pression de la buse au couple de 2 N.m
Réinstallez le support des turbines.
Après chaque changement de buse, il est impératif de calibrer l’écart buse / plateau et de contrôler l’extrusion.
Après un changement, rangez la buse dans sa boite, en vérifiant les références.
La calibration de l’écart buse / plateau est à réaliser même si la buse et/ou la surface d’impression n’ont pas été changées depuis la dernière impression.
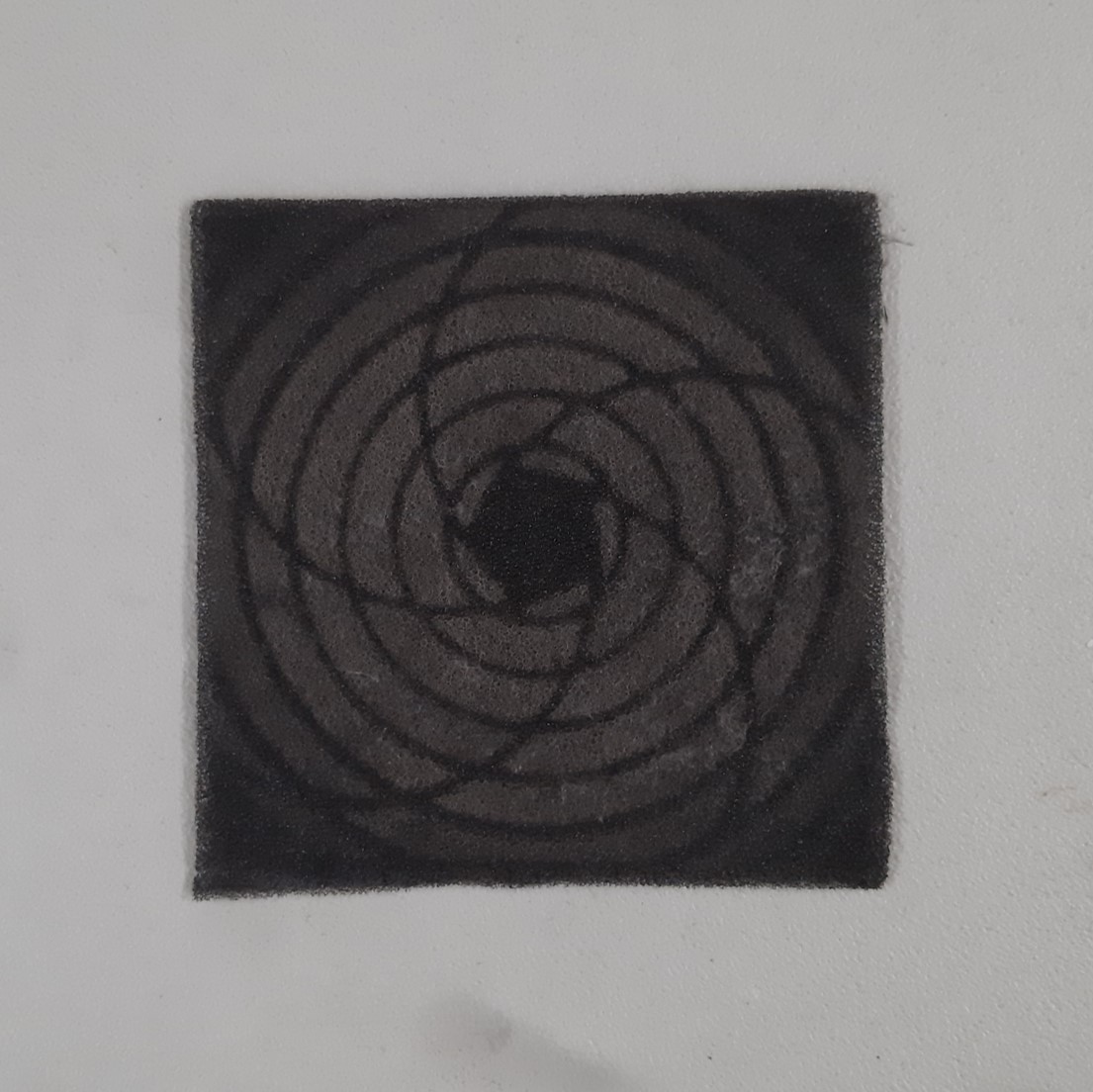
L’écrasement de la première couche d’impression dépend de la calibration de l’écart buse / plateau :
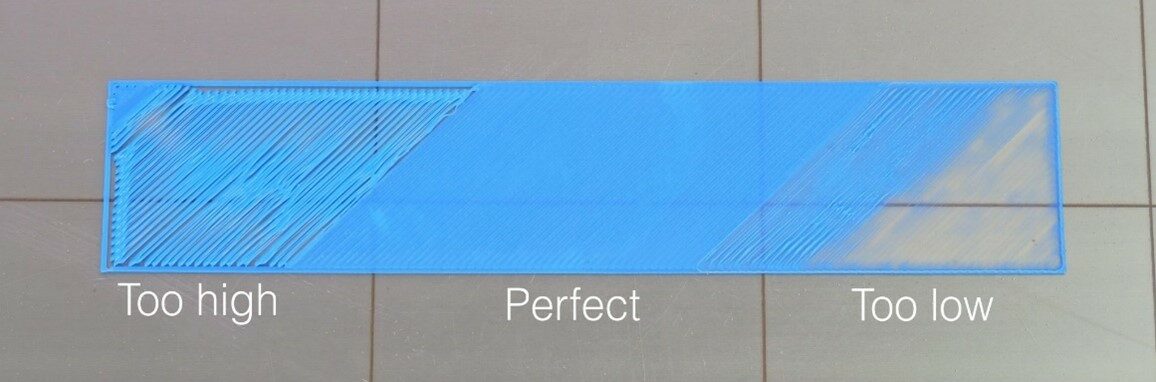
Trop peu écrasé (too high), le filament n’adhère pas correctement au plateau et forme des vaguelettes à la surface du plateau.
Les coins de l’objet se décollent du plateau au fur et à mesure de l’impression (warping) ; l’objet risque de se décrocher en cours d’impression.
Trop écrasé (too low), le filament génère une surface imprimée rugueuse, voire n’est plus du tout extrudé.
Le filament est rogné par les pignons d’entrainement du système d’extrusion, qui se chargent en copeaux, empêchant la pénétration des dents des pignons dans le filament > le filament glisse alors dans le système d’entrainement, ce qui génère de la sous-extrusion et nécessite une opération de maintenance (cf. Contrôler et nettoyer les pignons d’entrainement).
Dans le cas où la buse entre en contact avec la surface d’impression, le système d’extrusion et le chariot Z subissent une contrainte qui peut endommager ces éléments.
Un filament correctement écrasé (perfect) se caractérise par une surface d’impression lisse et des tracés qui fusionnent les uns aux autres.
En fonction des matériaux et des géométries imprimées, une première couche correctement écrasée peut tout de même subir du warping (décollement des coins de l’objet au fur et à mesure de l’impression) à cause du retrait du matériau au refroidissement.
PROCÉDURE DE CALIBRATION
La procédure de calibration est réalisée aux températures de travail du matériau à imprimer pour prendre en compte la dilatation des éléments (buse et plateau) sous l’effet de la chaleur.
Préchauffe du plateau
Commandez la chauffe générale ou localisée de la surface d’impression : sélectionnez les zones de chauffe en fonction de l’emplacement du ou des objets dans le fichier d’impression à exécuter. Patientez 20 minutes une fois les températures cibles atteintes : la plaque en verre se déforme sous l’effet de la chaleur et finit par se stabiliser.
Palpage du plateau
Une fois la surface d’impression stabilisée, effectuez une prise d’origine XYZ depuis l’interface de pilotage.
Commandez ensuite un palpage de la surface d’impression, toujours depuis l’interface (cf. Guide de l’interface ITA édition FLATT).
Le palpage s’effectue sur la totalité de la surface d’impression, quelle que soit la zone du plateau préchauffée.
Préchauffe de la buse
Commandez la chauffe de la buse (2 zones).
Retirez le filament de la tête d’impression.
Ajustement de l’écart buse / plateau
Amenez la tête au-dessus de la zone d’impression, à proximité d’un point ayant été palpé à l’étape précédente.
Positionnez une cale de précision sous la buse et abaissez progressivement l’axe Z via l’interface jusqu’à ce que la buse touche la cale sans la bloquer. Affinez les déplacements en changeant la valeur d’incrément de Z lorsque la buse est proche de la cale !
Relevez la valeur de positionnement de l’axe Z sur l’interface :
• si la valeur en Z correspond à l’épaisseur de la cale, la calibration est validée ;
• si la valeur en Z est différente de celle de l’épaisseur de la cale, calculez la différence par rapport à l’épaisseur de la cale > corrigez d’autant la valeur de décalage en Z via l’interface selon la formule suivante :
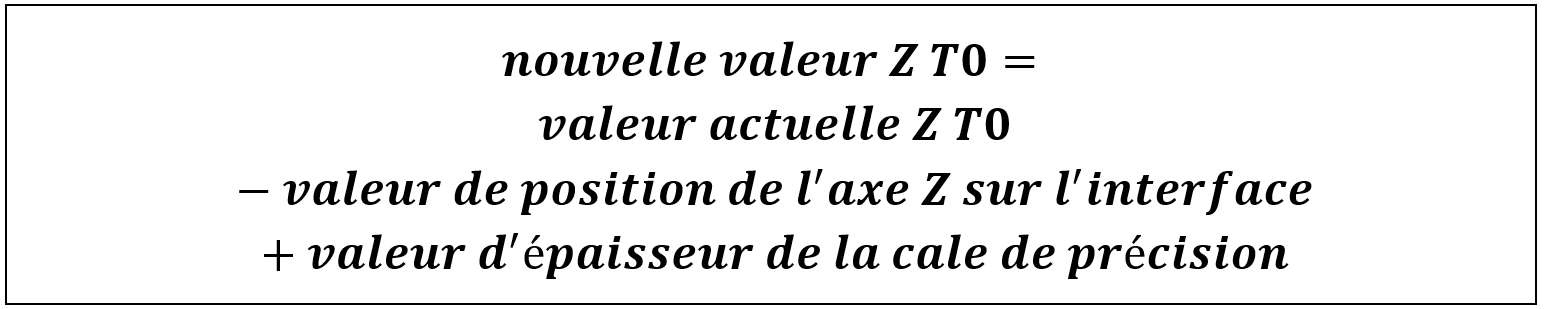
Vérifiez la prise en compte de la nouvelle valeur de décalage Z en effectuant une prise d’origine selon l’axe Z, puis en amenant à nouveau progressivement la buse en contact avec la cale : la position de l’axe Z sur l’interface doit correspondre à l’épaisseur de la cale.
La vérification de la prise en compte de la nouvelle valeur de décalage en Z doit se faire au-dessus du même point du plateau que la mesure précédente.
Une fois la procédure de calibration terminée, vérifiez le résultat en imprimant et en contrôlant la première couche d’un objet dans le matériau de calibration. Si le filament est trop écrasé ou pas assez, stoppez l’impression et recommencez la procédure de calibration de l’écart buse / plateau.
Tous les filaments ne sont pas compatibles avec toutes les têtes d’impression. Assurez-vous que le matériau que vous souhaitez charger est bien compatible avec la tête d’impression en place.
Le filament ne doit pas former de coude entre le support de bobine et la machine.
Lors de la manipulation des bobines de filament, veillez à ne pas laisser échapper l’extrémité du filament (risque de créer un nœud dans la bobine).
1. Installez la bobine sur son support situé au-dessus de la machine, dans l’étuve ou le dérouleur (selon options)
2. Amenez l’extrémité du filament à l’entrée du système d’extrusion à travers le guide PTFE (l’opération se fait manuellement ou automatiquement avec l’option « dérouleur automatique »)
3. Depuis l’interface, mettez en chauffe les 2 zones de la tête à la température d’extrusion du matériau à charger et attendez la stabilisation de la température
4. Avec une clé allen 3,0 mm, réglez le sélecteur de pression du filament sur la position 9 – soit 2 mm d’espacement – en tournant dans le sens des aiguilles d’une montre
5. Poussez manuellement le filament coupé droit à travers la zone d’insertion, et continuez de le pousser jusqu’à voir du filament fondu sortir de la buse
6. Avec la clé allen 3,0 mm, réglez le sélecteur de pression du filament sur la position correspondant au filament chargé en tournant dans le sens inverse des aiguilles d’une montre
A partir du point où la came tourne librement, la pression sur le filament et la capacité d’extrusion sont maximales.
7. Stoppez la chauffe des 2 zones de la tête
Un filament dans une buse chaude sans extrusion risque de boucher la tête d’impression.
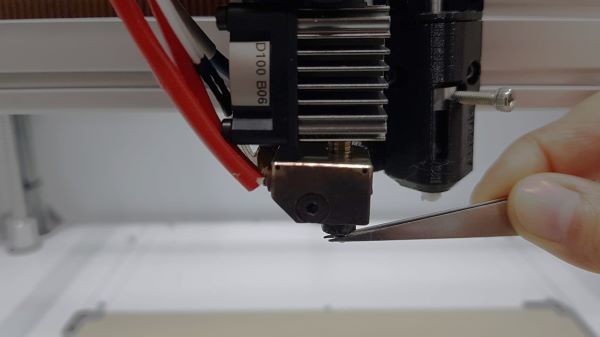
8. Nettoyez les résidus de filament fondu autour de la buse à l’aide d’une pince brucelles pendant que la buse est encore chaude
1. Chargez du filament dans la tête d’impression ; un filament de couleur claire est préférable
2. A l’aide d’un réglet et d’un marqueur, tracez une marque sur le filament à 100 mm et 110 mm depuis l’entrée du système d’extrusion
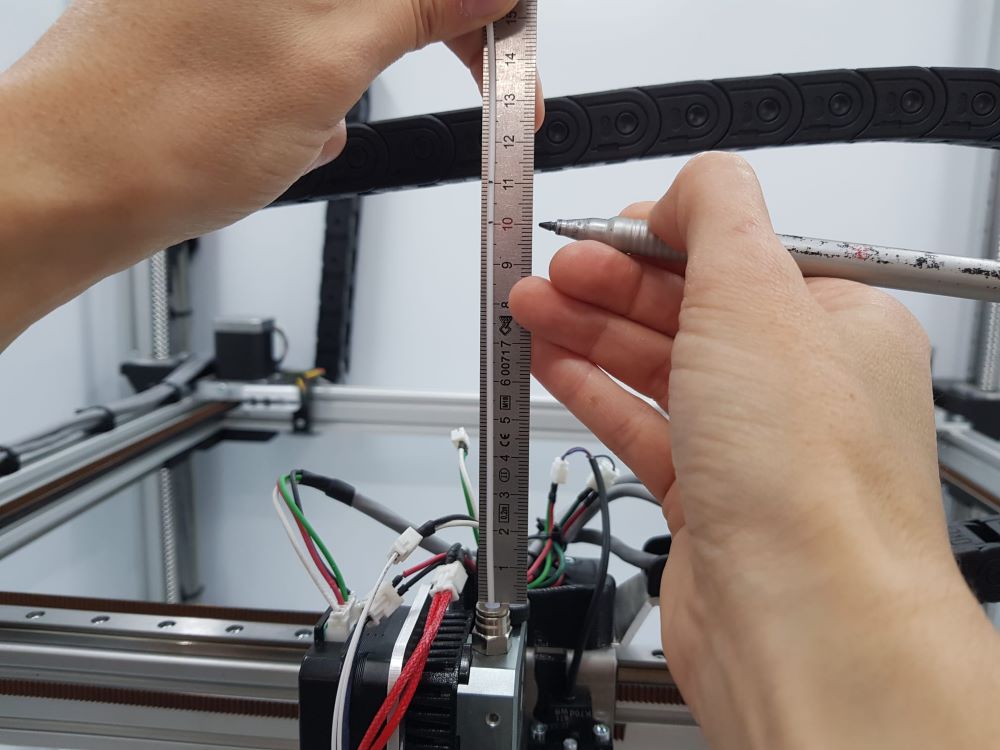
3. Via l’interface, commandez l’extrusion de 100 mm de filament à la température d’impression du matériau chargé
4. Une fois l’extrusion terminée, mesurez à l’aide du réglet la longueur « L » de filament réellement passée à travers la tête d’impression :
• Si 95 < L < 100 mm : le contrôle est validé, l’imprimante extrude la bonne quantité de matière
• Si L < 95 mm : la matière est en sous-extrusion, une opération de maintenance est à planifier
• Si L > 100 mm : la matière est en sur-extrusion, un ajustement des paramètres machine est nécessaire (contactez le fabricant)
1. Depuis l’interface, mettez en chauffe les 2 zones de la tête à la température d’extrusion du matériau à retirer et attendez la stabilisation de la température
2. Avec une clé allen 3,0 mm, réglez le sélecteur de pression du filament sur la position 9 (soit 2 mm d’espacement) en tournant dans le sens des aiguilles d’une montre
3. Poussez manuellement le filament jusqu’à voir du filament fondu sortir de la buse
4. Retirez rapidement le filament de la buse et du système d’extrusion
L’extrémité fondue du filament ne doit jamais être stoppée au niveau de la zone de pression de l’extrudeur au risque de le bloquer !
5. Stoppez la chauffe des 2 zones de la tête
Un résidu de filament dans une buse chaude risque de boucher la tête d’impression.
6. Nettoyez les résidus de filament fondu autour de la buse à l’aide d’une pince brucelles pendant que la buse est encore chaude.
7. Coupez droit l’extrémité du filament pour faciliter le chargement à la prochaine utilisation
8. Rembobinez le filament sur la bobine et bloquez-en l’extrémité (souvent possible directement sur la bobine)
Ne laissez pas échapper l’extrémité du filament après l’avoir retiré de la machine, vous risquez de créer un nœud dans la bobine.
La FLATT ne peut être éteinte que si la tête d’impression indique une température < 45°C et que le ventilateur de tête ne tourne plus. N’éteignez donc pas la machine immédiatement après une impression ou en cours d’impression (risque de boucher la tête d’impression).
Une fois la buse refroidie, actionnez l’interrupteur ON/OFF pour mettre la machine hors-tension.
Le capteur de fin de filament situé en amont de l’extrudeur détecte la présence du filament et commande une mise en pause de la machine en cas de fin de bobine.
Le capteur ne détecte pas le défilement du filament, l’option FIN DE FILAMENT ne permet donc pas une mise en pause automatique de l’impression en cas de problème d’extrusion.
Il est possible de tester le capteur (ouvert / fermé) via l’interface (cf. Guide de l’interface ITA édition FLATT).
L’étuve est gérée par un contrôleur de température : le dispositif envoie de l’air chaud ou froid dans la zone de stockage des bobines en fonction de la température consigne et des paramètres de gestion.
La température de consigne maximale recommandée à l’intérieur de l’étuve est de 45°C.
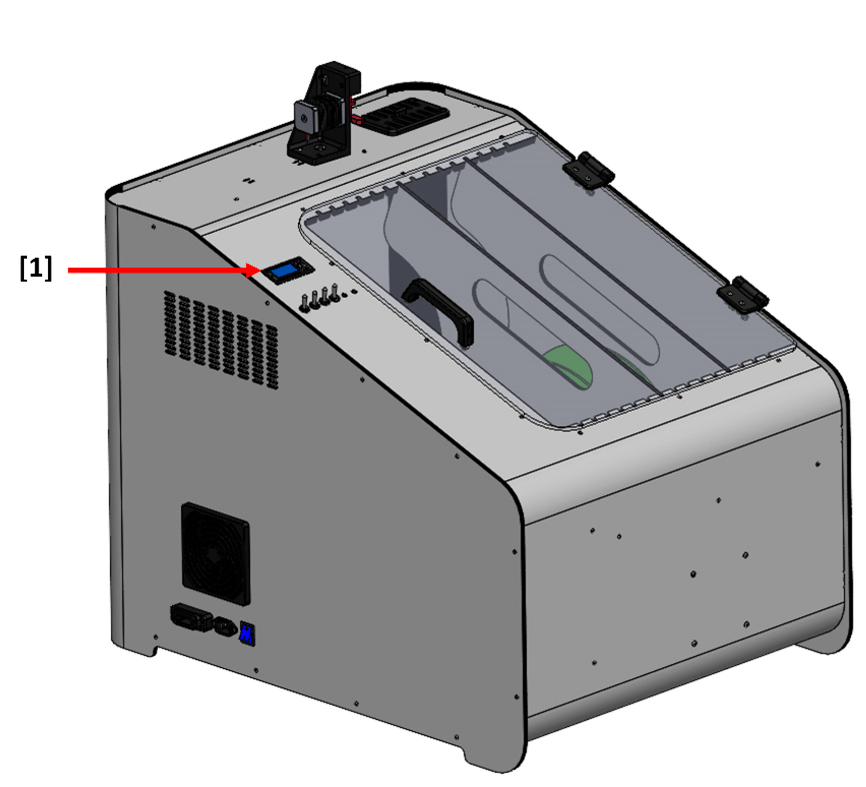
L’étuve est contrôlée via un écran LCD [1].
Appuyez 3 secondes sur [ON/OFF] pour allumer ou éteindre l’alimentation.
En mode d’affichage normal, l’écran de l’étuve indique la température mesurée par le capteur situé à proximité de la sortie du filament. Appuyez sur [FLÈCHE HAUT] pour afficher la température consigne. Appuyez sur [FLÈCHE BAS] pour afficher la valeur de tolérance par rapport à la température consigne. Appuyez sur [ON/OFF] pour revenir à l’affichage normal.
Appuyez sur [S] pendant 3 secondes pour entrer dans le mode de paramétrage : voyant SET allumé, appuyez sur [FLÈCHE HAUT] ou [FLÈCHE BAS] pour changer les codes (cf. tableau des codes ci-après). Lorsque le code à paramétrer est affiché, appuyez sur [S] afficher la valeur actuelle du paramètre ; appuyez sur [FLÈCHE HAUT] ou [FLÈCHE BAS] pour modifier cette valeur. Appuyez sur [S] pour revenir au code et sélectionnez un nouveau code à paramétrer OU appuyez sur [ON/OFF] pour enregistrer la ou les nouvelles valeurs et revenir à l’écran d’affichage principal. Si aucune action n’est effectuée pendant 10 secondes, le système quitte le mode de paramétrage sans enregistrer les modifications.
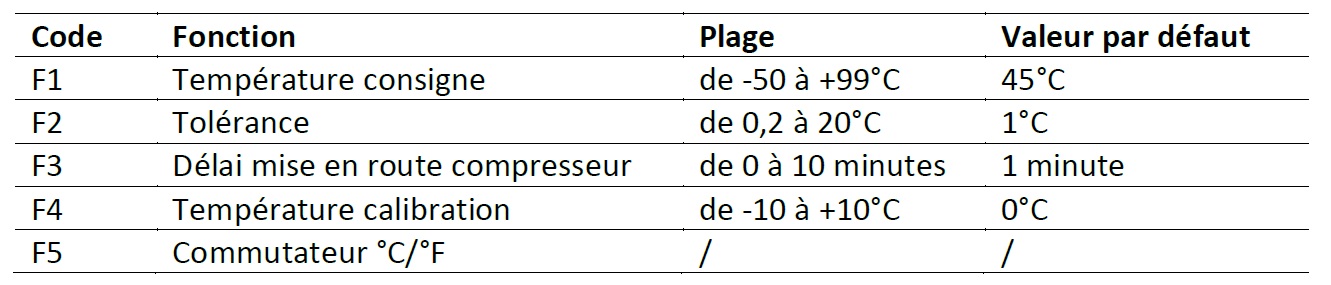
Lorsque la température mesurée est > ou = à F1 + F2, l’indicateur de refroidissement clignote ; le compresseur commence à fonctionner après le délai F3.
Lorsque la température mesurée est < ou = à F1, l’indicateur de refroidissement s’éteint et le compresseur cesse de fonctionner.
Lorsque la température mesurée est < ou = à F1 – F2, l’indicateur de chauffe s’allume et le bloc envoie de l’air chaud dans l’étuve.
Lorsque la température mesurée est > ou = à F1, l’indicateur de chauffe s’éteint et le bloc cesse d’envoyer de l’air chaud.
Indicateurs d’erreur :
• Alarme et affichage EE : défaut du capteur
• Alarme et affichage HH : température mesurée > 99°C
En fonction du câblage, l’étuve peut être alimentée indépendamment de l’imprimante, permettant le stockage des bobines de filament dans des conditions optimales.
Combiné ou non à l’option « étuve » le dérouleur permet un apport régulier de filament à la tête d’impression sans solliciter l’extrudeur, dont le rôle est alors dédié à l’impression. La vitesse du dérouleur s’ajuste en fonction de la consommation réelle du filment par la tête, définie grâce à un accumulateur, un espace tampon de réserve de filament. L’accumulateur est constitué d’un chariot coulissant selon l’axe Z le long d’un aimant et placé au-dessus du système d’extrusion. Les mouvements du chariot par rapport à l’aimant indiquent les variations de débit d’impression :
- Lorsque le débit d’impression augmente, le filament de l’accumulateur est progressivement consommé, rapprochant le chariot de l’entrée du système d’extrusion, commandant en réponse au dérouleur de tourner plus vite.
- A l’inverse, lorsque le débit d’impression diminue, le filament repousse progressivement le chariot de l’entrée du système d’extrusion et indique au dérouleur de ralentir.
Un capteur mécanique indique que la totalité du filament de l’accumulateur a été consommée – ce qui est une situation anormale – et commande alors à la machine de mettre l’impression en pause. La situation anormale doit être corrigée avant de reprendre l’impression.
Le dérouleur est également équipé d’un accumulateur, le passage du filament doit passer par cet accumulateur :
1. Déposez la bobine sur les rouleaux du dérouleur sans laisser échapper l’extrémité du filament > le filament doit se dérouler du bas vers l’arrière du dérouleur
2. Ajustez la position des séparateurs de façon à stabiliser la bobine sans gêner sa rotation
3. Faites passer l’extrémité du filament sous le bras de l’accumulateur
4. Faites passer l’extrémité du filament à travers le tube PTFE en sortie de dérouleur
5. Mettez l’extrémité du filament en pression entre les pignons de l’entrainement : la bobine est prête à être acheminée jusqu’au système d’extrusion
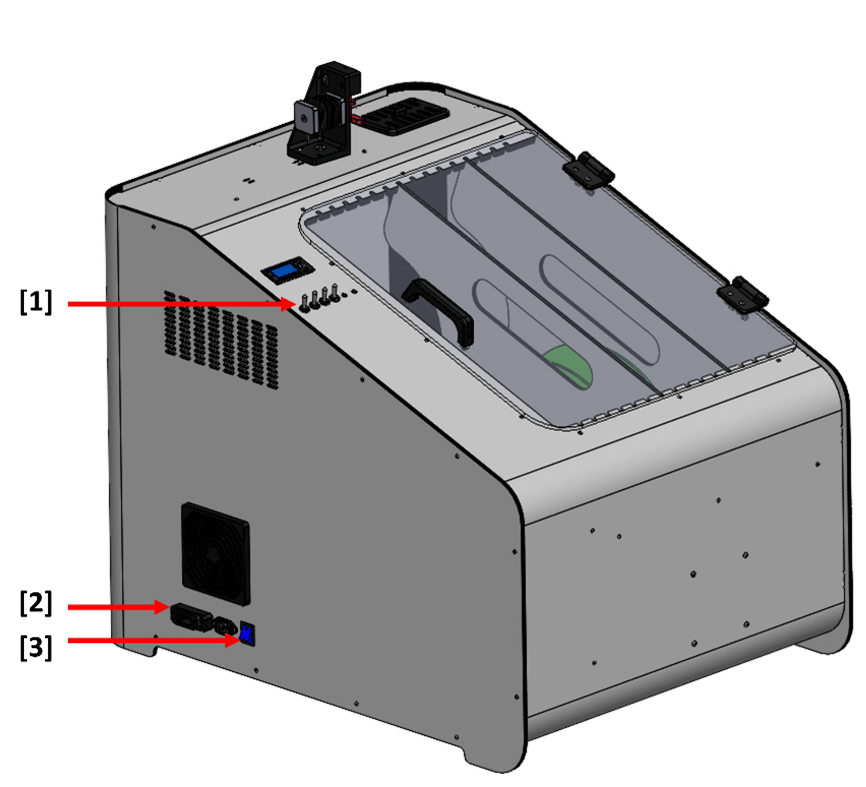
[1] Panneau de contrôle du dérouleur
[2] Branchement du dérouleur
[3] Interrupteur de mise sous tension
(1) Bouton de mise en route / réinitialisation
Position « Marche » : le dérouleur est en route
Position « Veille » : le dérouleur est en veille
(2) Bouton d’acquittement d’erreur (en position haute en fonctionnement normal)
Actif uniquement si le bouton de mise en route (1) est en position « Veille »
Position « Acquittement » : lorsque l’indicateur d’erreur est allumé (6), basculez le bouton en position « Acquittement » pour acquitter une erreur ; rebasculez le bouton en position haute avant repasser le bouton de mise en route (1) en position « Marche »
(3) Bouton de mode de fonctionnement
Position « Auto » : fonctionnement automatique, le dévidoir déroule le filament automatiquement en fonction de la consommation du système d’extrusion
Position « Manuel » : fonctionnement manuel, cette position permet le chargement / déchargement du filament entre le dérouleur et le système d’extrusion
La bascule d’un mode de fonctionnement à l’autre est prise en compte lorsque le bouton de mise en route (1) passe de la position « Veille » à la position « Marche »
(4) Bouton de commande manuelle
Actif uniquement si le bouton de mode de fonctionnement (3) est sur la position « Manuel »
Actif même si le voyant de l’indicateur d’erreur (6) est allumé
Position « Insérer » : le dévidoir pousse le filament du dérouleur vers l’imprimante (cf. Apport automatique du filament vers l’imprimante) ; le chargement du filament dans la tête d’impression se fait manuellement !
Position « Retirer » (au préalable, retirer le filament de la tête d’impression) : le dévidoir retire le filament de l’imprimante vers le dérouleur (cf. Retrait automatique du filament de l’imprimante)
(5) Indicateur de fonctionnement (voyant « En marche »)
Etat « éteint » : indique l’absence de filament OU que le dérouleur n’est pas prêt à l’impression
Etat « allumé » : indique la présence de filament ET que le dérouleur est prêt à l’impression
(6) Indicateur d’erreur (voyant « En erreur »)
Etat « éteint » : aucune erreur n’est détectée OU le dérouleur est éteint
Etat « allumé » : une erreur a été détectée (cf. Le voyant « En erreur » est allumé)
Toute intervention sur le dérouleur ou la bobine doit se faire après avoir basculé le bouton (1) en position « Veille » !
Mise sous tension du dérouleur
A la mise sous tension du dérouleur, le voyant « En erreur » est allumé ; l’opérateur contrôle le dérouleur et le passage du filament avant d’acquitter l’erreur :
1. Basculez le bouton (1) sur « Veille » s’il ne l’est pas déjà
2. Contrôlez le dérouleur et le passage du filament > effectuez les ajustements éventuels
3. Basculez le bouton (2) sur « Acquittement »
4. Rebasculez le bouton (2) en position haute > le voyant « En erreur » (6) s’éteint
Apport automatique du filament vers l’imprimante
1. Basculez le bouton (1) sur « Veille »
2. Placez la bobine de filament sur le dérouleur
a. Vérifiez l’absence de nœud dans la bobine
b. Vérifiez le diamètre du filament
c. Vérifiez que le système d’extrusion n’est pas bloqué ou bouché
3. Basculez le bouton (3) sur « Manuel »
4. Basculez le bouton (4) sur « Insérer »
5. Insérez le filament dans le guide situé à la sortie du dérouleur et placez l’extrémité en pression entre les pignons du système d’entrainement
6. Basculez le bouton (1) sur « Marche » : le dévidoir pousse le filament du dérouleur vers l’imprimante > la procédure se stoppe lorsque le filament est arrêté à l’entrée du système d’extrusion de l’imprimante
7. Chargez le filament dans la tête d’impression
8. Basculez le bouton (1) sur « Veille »
9. Basculez le bouton (3) sur « Auto »
10. Basculez le bouton (1) sur « Marche » : le voyant « En marche » s’allume, le dérouleur est prêt pour la production
Retrait automatique du filament de l’imprimante
1. Retirez le filament de la tête d’impression
2. Basculez le bouton (1) sur « Veille »
3. Basculez le bouton (3) sur « Manuel »
4. Basculez le bouton (4) sur « Retirer »
5. Basculez le bouton (1) sur « Marche » : le dévidoir retire le filament de l’imprimante vers le dérouleur ; une fois le filament rembobiné, le voyant « En erreur » s’allume
6. Basculez le bouton (1) sur « Veille » : la bobine peut être retirée du dévidoir
Le voyant « Erreur » est allumé
Une erreur a été détectée, l’imprimante a mis en pause la production.
1. Basculez le bouton (1) sur « Veille »
2. Identifiez l’origine du défaut
a. Vérifiez la présence de filament
b. Vérifiez l’absence de nœud dans la bobine de filament
c. Vérifiez le diamètre du filament
d. Vérifiez que le système d’extrusion n’est pas bloqué ou bouché
3. Corrigez le défaut
4. Basculez le bouton (2) sur « Acquittement »
5. Rebasculez le bouton (2) en position haute > le voyant « En erreur » (6) s’éteint
6. Basculez le bouton (3) en positon « Auto » s’il ne l’est pas déjà
7. Basculez le bouton (1) sur « Marche » : le dérouleur effectue un cycle de test et de calibration > si le voyant « En erreur » ne se rallume pas à la fin du cycle, le dérouleur est prêt pour la production, l’impression peut être reprise depuis l’interface de l’imprimante ; sinon, reprenez la procédure au début
Le voyant « En marche » est éteint
1. Basculez le bouton (1) sur « Veille »
2. Basculez le bouton (3) en positon « Auto » s’il ne l’est pas déjà
3. Basculez le bouton (1) sur « Marche » : le dérouleur effectue un cycle de test et de calibration > si le voyant « En marche » s’allume, le dérouleur est prêt pour la production ; sinon, le voyant « En erreur » s’allume, consultez alors la section correspondante
Le type de clignotement de la LED Erreur indique le code erreur renvoyé par le dérouleur.
1 cycle de clignotements se répète toutes les 8 secondes :
• Un cycle démarre systématiquement par un allumage long de la LED
• Il se poursuit par un (1) ou deux (2) allumages rapides, en fonction du premier chiffre du code
• Si le code est composé de 2 chiffres séparés du signe « + » la LED reste éteinte un instant, puis se rallume une (1), deux (2) ou trois (3) fois rapidement, en fonction du deuxième chiffre du code
Certains matériaux sont nocifs lorsqu’ils sont chauffés et donc imprimés ; ils émettent des composés organiques volatiles (COV) et des particules ultra-fines (PUF). Les caissons de l’option FILTRATION sont composés de filtres HEPA – pour capter les PUF – et de filtres à charbon actif – pour capter les COV – et sont fixés au niveau des ventilateurs de l’enceinte. Ces filtres sont à nettoyer et à remplacer régulièrement (cf. Nettoyer ou remplacer les filtres)
Cette option permet de compenser les irrégularités du plateau qui peuvent apparaitre dans le temps.
Le palpeur AlTouch est fixé à côté ou à la place de la tête d’impression (selon les versions d’imprimantes 3D) pour effectuer un palpage en plusieurs points de la surface d’impression, à paramétrer via l’interface, et en générer une cartographie. Une première cartographie est générée en usine. Le client équipé de cette option peut générer une nouvelle cartographie s’il observe des irrégularités sur l’écrasement de la première couche sur la surface d’impression.
Le client peut choisir d’utiliser ou non la cartographie enregistrée dans la machine pour compenser sur une hauteur définie les irrégularités de la surface d’impression. Ces paramètres sont à définir via l’interface.
La caméra permet de contrôler visuellement et à distance via OctoPrint (cf. Démarrer une impression depuis OctoPrint) le déroulement de l’impression – et notamment l’adhérence de la première couche sur la surface d’impression – depuis un ordinateur ou un smartphone. Il est également possible d’enregistrer la vidéo ou de créer une séquence timelapse d’une impression, à paramétrer avant le lancement de l’impression.
L’imprimante est câblée pour permettre le branchement sur un onduleur qui permet de poursuivre l’impression sous certaines conditions pendant une durée déterminée en cas de coupure de courant.
Seul le circuit piloté par la carte de contrôle Octopus Pro est branchés sur l’onduleur. Il concerne les éléments présentant une faible consommation électrique : cinématique XYZE, éléments de chauffe et de refroidissement de la tête d’impression, capteurs.
La chauffe du plateau – très consommateur d’électricité – est stoppée ; l’adhérence de la pièce imprimée au plateau se fait grâce à l’inertie thermique. Après une durée définie, si le courant n’a pas été rétabli, l’imprimante se met en pause.
Un appui sur le bouton d’arrêt d’urgence permet un arrêt immédiat de toutes les commandes de chauffe et de déplacement de la machine. Tant que le bouton reste enfoncé, l’utilisation de l’imprimante est impossible ; un quart de tour vers la droite replace le bouton dans sa position initiale. Une fois réglé le problème ayant conduit à actionner le bouton d’arrêt d’urgence, redémarrez l’interface (cf. Guide de l’interface ITA édition FLATT).
Feu tricolore installé sur le dessus de la machine, indiquant l’état de l’imprimante : non utilisée ou en cours d’impression (feu vert), en pause et attente d’une intervention humaine (feu orange), en erreur (feu rouge).
L’impression 3D s’appuie sur des fichiers 3D numériques dont les principaux formats sont : .stl .obj .amf .3mf
Pour obtenir ces fichiers, vous pouvez :
- Les concevoir vous-mêmes, depuis un ordinateur ou une tablette, sur le logiciel de conception de votre choix, en intégrant les règles de conception adaptées à la fabrication additive FFF
- Les récupérer sur des bibliothèques en ligne d’objets 3D numériques
Le maillage des fichiers numériques n’est pas toujours correct et peut nécessiter une réparation (depuis le logiciel de slicing, un éditeur de fichiers 3D ou le logiciel de conception).
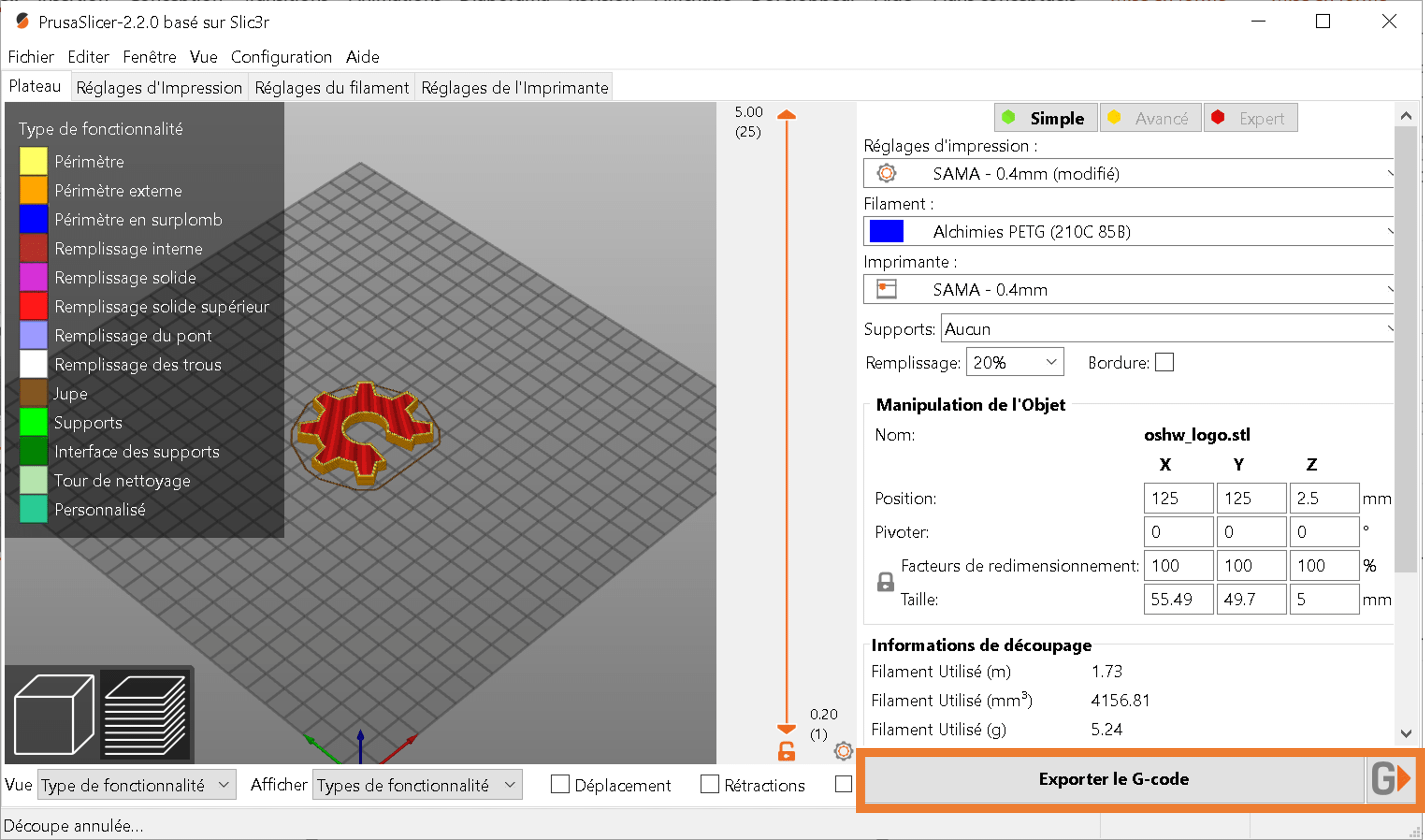
Exécutez le fichier d’installation du logiciel PrusaSlicer sur la clé USB fournie avec l’imprimante.
Démarrez le logiciel en fin d’installation : au lancement, une fenêtre de l’assistant de configuration s’ouvre : fermez la fenêtre (Annuler).
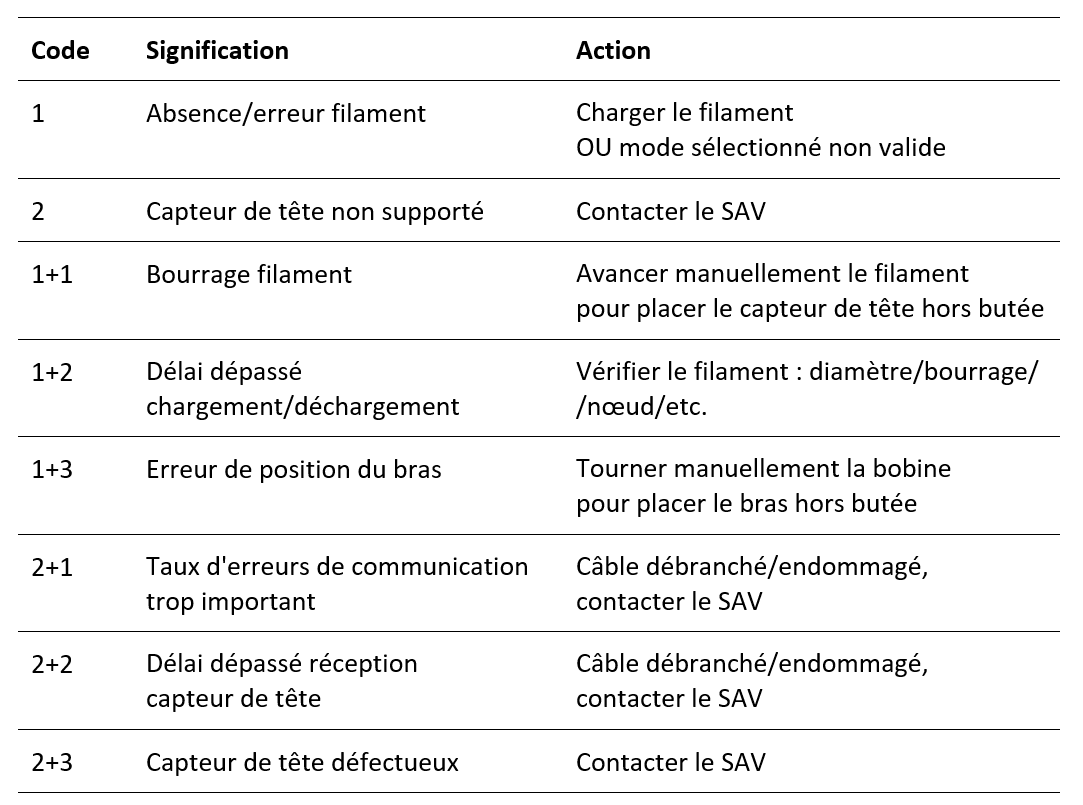
Depuis le logiciel de slicing, ajoutez le fichier numérique à imprimer.
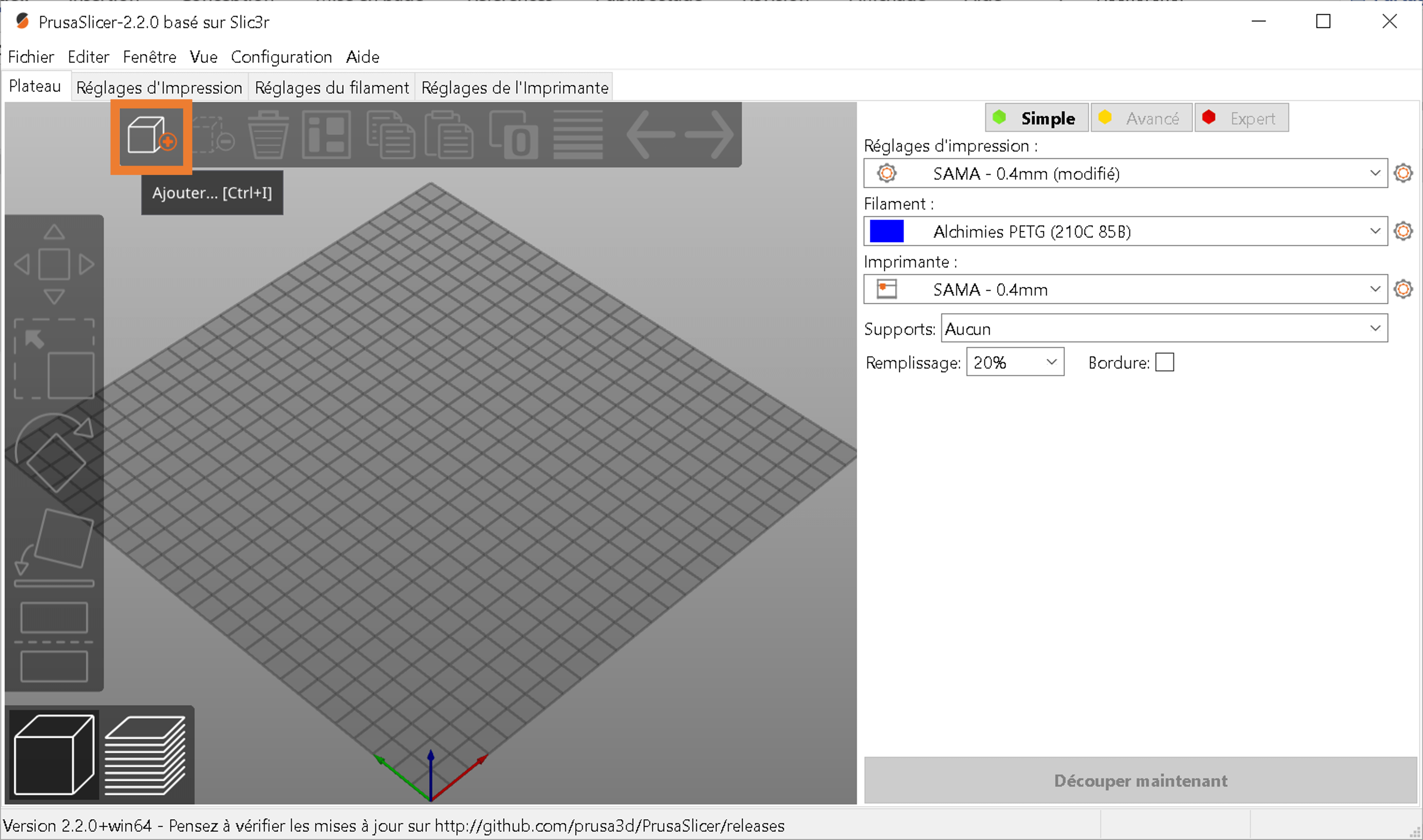
Importez le fichier de configuration Imprimante / Filament en cohérence avec l’objet à imprimer (Fichier > Importer > Importer la Configuration…). Ajustez éventuellement des paramètres en fonction de la géométrie et des contraintes d’utilisation de l’objet à imprimer.
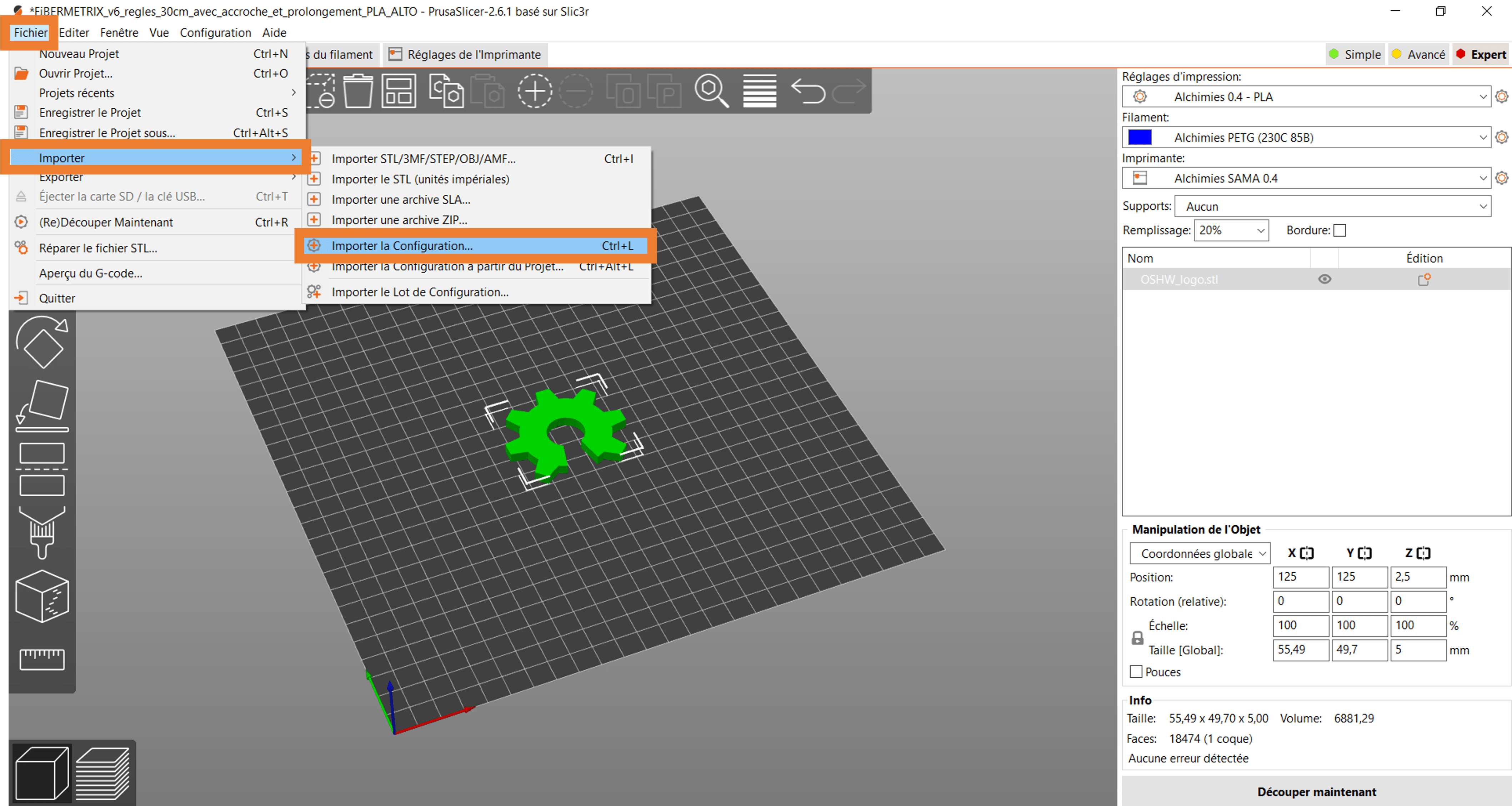
Générez un aperçu avant impression (Découper maintenant) et contrôlez le résultat.
Ajustez à nouveau des paramètres si nécessaire (pensez à générer un nouvel aperçu avant impression) ou exportez le fichier .gcode (Exporter le G-code) à envoyer à l’imprimante.
Préchauffez manuellement les zones d’impression :
• 1 à 4 zones à sélectionner pour le plateau
• 2 zones pour la tête d’impression
Le plateau doit être pré-chauffé au minimum 20 minutes avant de démarrer une impression pour permettre la stabilisation des éléments sous l’effet de la chaleur.
Commandez la chauffe de la tête d’impression juste avant de démarrer l’impression, car un filament dans une buse chaude sans extrusion risque de boucher la tête d’impression.
Une fois les éléments chauffants stabilisés, vous pouvez démarrer l’impression.
Le fichier d’impression sélectionné doit correspondre au diamètre de buse et au matériau du filament chargé.
Copiez-collez le fichier .gcode sur la clé USB fournie avec l’imprimante. Insérez la clé USB dans l’emplacement prévu à cet effet et lancez l’impression depuis l’interface de pilotage de la FLATT (cf. Guide de l’interface ITA édition FLATT).
D’abord, depuis l’interface ITA :
- Connectez-vous en mode « administrateur » (789).
- Déployez la barre de fonctionnalités (+) et sélectionnez la fonction « infos » (i).
- Relevez l’adresse IP de la machine sur le réseau.
Puis, depuis un navigateur web :
- Ouvrez une page web
- Saisissez l’URL suivant : adresse_IP:5000
- Connectez-vous à la page web qui s’affiche alors :
login : client
mot de passe : rrr
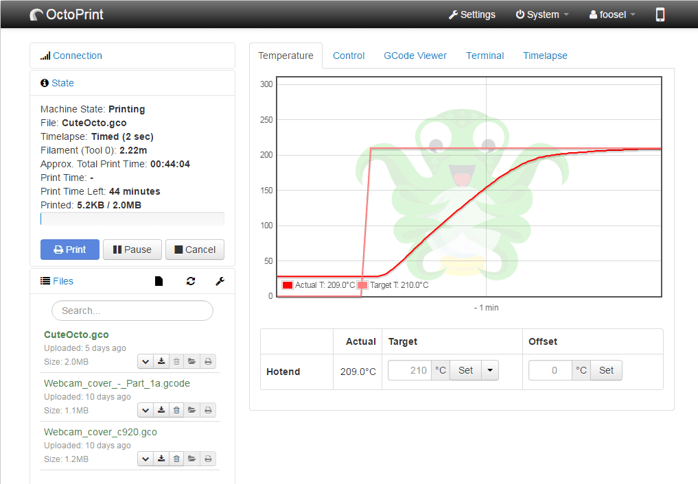
Une fois connecté à OctoPrint, importez le fichier .gcode à imprimer (Load) et lancez l’impression (Print).
Si la machine est équipée de l’option « caméra », il est possible de suivre l’impression à distance via l’onglet « Control ».
Au démarrage de l’impression, vérifiez que la machine effectue correctement ses prises d’origine selon les axes X, Y et Z.
La tête se positionne ensuite au-dessus de la zone d’impression, à hauteur de la première couche d’objet, et l’extrusion démarre.
Vérifiez toujours la qualité d’impression de la première couche dans sa totalité !
AJUSTEMENT DE L’ÉCRASEMENT DE LA 1ERE COUCHE
Si l’écrasement n’est pas correct, mais que le plateau et le plan de déplacement de la tête sont parallèles, il est possible d’ajuster l’écrasement grâce à la fonction Babystep de l’interface en mode « administrateur » (cf. Guide de l’interface ITA édition FLATT).
PAUSE
Il est possible de mettre l’impression en pause. La machine termine d’exécuter les commandes qu’elle a en mémoire et se met en pause après quelques instants : la tête se range alors sur l’arrière de la machine.
La pause peut générer un défaut visuel à l’endroit de la reprise d’impression ; il est conseillé d’effectuer la pause au niveau du remplissage de l’objet pour masquer ce défaut.
Une pause prolongée, si la tête reste à la température d’extrusion, peut boucher la buse.
ANNULATION
Après la commande d’annulation, la machine termine d’exécuter les commandes d’impression qu’elle a en mémoire avant de réaliser la séquence d’annulation :
- La tête libère le volume d’impression
- L’alimentation des moteurs est stoppée
- Les commandes de chauffe sont stoppées et les éléments chauffants descendent en température ; patientez jusqu’à ce que la température des éléments chauffants soit inférieure à 45°C avant de retirer les éléments imprimés du plateau ou d’éteindre la machine
A la fin d’une impression, la tête se range sur l’arrière de la machine, afin de libérer la pièce. Les éléments chauffants, ainsi que les moteurs, ne sont plus alimentés ; la température des éléments chauffants baisse jusqu’à la température ambiante.
Patientez jusqu’à ce que la température des éléments chauffants soit inférieure à 45°C avant de retirer les éléments imprimés du plateau.
Plus la surface d’impression est froide et plus il est aisé de retirer les pièces imprimées.
Utilisez une spatule fine et souple pour retirer les objets imprimés ; retirez également le trait de purge ou la jupe imprimée autour de l’objet.
La FLATT ne peut être éteinte que si la tête d’impression indique une température < 45°C et que le ventilateur de tête ne tourne plus. N’éteignez donc pas la machine immédiatement après une impression ou en cours d’impression (risque de boucher la tête d’impression).
Une fois la buse refroidie, basculez l’interrupteur en position OFF pour mettre la machine hors-tension.
* Les fréquences indiquées sont basées sur une utilisation de 1500 heures / an ; si la durée d’utilisation est plus importante, il est recommandé d’effectuer un entretien plus fréquent
Fréquence : avant chaque impression *
Nettoyez le surplus de matière autour de la buse (T > 150°C) avec une pince brucelles pour éviter qu’elle ne calcine.
Fréquence : lorsque des problèmes d’adhérence ponctuels apparaissent *
La colle appliquée sur le plateau peut généralement servir à plusieurs impressions. Lorsque des problèmes d’adhérence ponctuels apparaissent, il devient nécessaire de remplacer la colle : plateau froid et hors machine, verser un peu d’eau sur la colle qui se dissout. Nettoyer les résidus d’eau et de colle avec un chiffon. Lorsque la surface est sèche, appliquez une couche homogène de colle sur la plaque de verre, à l’aide d’un pinceau ou d’un chiffon. Une fois la colle sèche (environ 10 minutes à température ambiante), la surface d’impression est à nouveau utilisable.
Ne versez pas d’eau sur le plateau si la surface d’impression est positionnée dans la machine, l’eau risque de couler à côté du plateau d’endommager des composants électriques !
N’appliquez pas une nouvelle couche de colle sans avoir retiré la couche de colle précédente, cela crée des irrégularités ponctuelles sur le plateau qui peuvent générer des problèmes d’adhérence.
Fréquence : avant chaque impression *
Machine éteinte, vérifiez l’intégrité des pales des éléments de ventilation : ventilateur du système d’extrusion, turbines de refroidissement de la matière extrudée, ventilateurs d’extraction de l’enceinte et de l’armoire électrique.
A l’aide d’un pinceau et/ou d’une pince brucelles, retirez les poussières, cheveux d’ange et éventuels débris qui s’accumulent sous l’effet du flux d’air et qui pourraient gêner la rotation des pales.

Fréquence : tous les mois *
Depuis l’extérieur de la machine, retirez les caches des ventilateurs de la zone électronique et de l’enceinte pour en retirer les mousses : nettoyez-les à l’eau claire, puis laissez-les sécher avant de les replacer OU remplacez les
mousses.


Fréquence : tous les mois OU dès que la régulation de la température d’enceinte ne se fait plus correctement *
Depuis l’extérieur de la machine, retirez les blocs de filtration pour entretenir ou remplacer les filtres :
[1] cache de ventilateur
[2] mousse de filtration des poussières
[3] ventilateur
[4] bloc imprimé
[5] filtre HEPA
[6] filtre à charbon actif

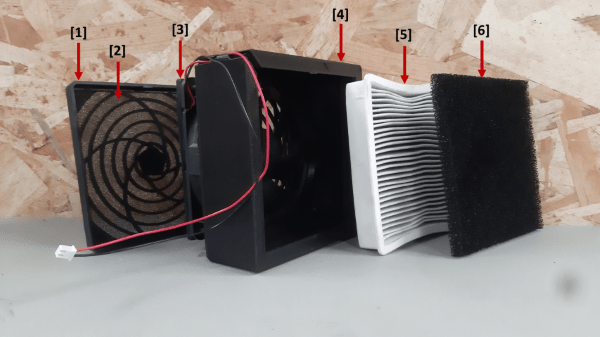
- Filtres HEPA : aspirez-en les poussières avant de les replacer OU remplacez les filtres
- Filtres à charbon actif : nettoyez-les à l’eau claire, puis laissez-les sécher avant de les replacer OU remplacez les filtres
Fréquence : tous les 3 mois *
La FLATT est composée d’1 patin X et de 2 patins Y. Les étapes de graissage sont à réaliser sur chaque patin.
Protégez la surface d’impression à l’aide d’un chiffon propre.
Avec une clé allen 2,5 mm, retirez les caches du patin à graisser (un cache de chaque côté du patin), vous accédez alors à des tampons de graissage.
Rechargez chaque tampon avec une huile de vaseline et une seringue de 0,7 mm ; placez un chiffon à proximité pour absorber les éventuelles coulures.
Fréquence : tous les 3 mois *
Rechargez le patin du rail à billes Z avec une graisse blanche au lithium et une seringue de 0,7 mm :
1. Protégez la surface d’impression à l’aide d’un chiffon propre
2. Localisez l’orifice de graissage
3. Insérez l’aiguille de la seringue dans l’orifice de graissage et placez un chiffon à proximité pour absorber les éventuelles coulures.
Fréquence : tous les 3 mois *
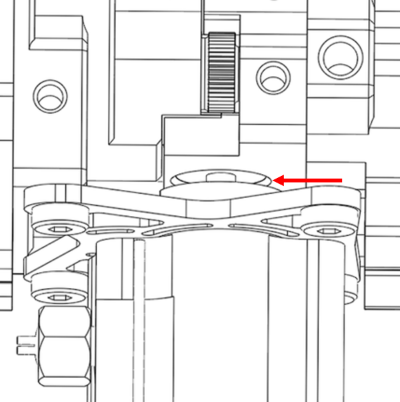
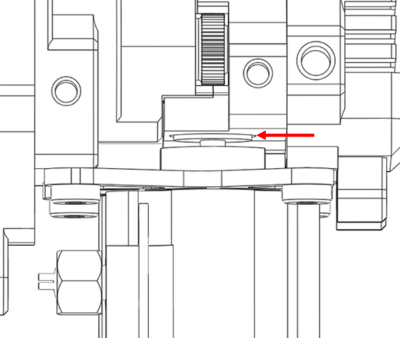
Localisez le patin de l’accumulateur de filament situé au-dessus du système d’entrainement et appliquez la procédure de graissage du patin du guidage Z.
Plus d’informations sur l’entretien et la maintenance du système d’extrusion haut débit Dyze Design ZEPHYR sur le site du fabricant : https://docs.dyzedesign.com/zephyr.html#maintenance-troubleshooting
Après chaque intervention sur le système d’extrusion, calibrez l’écart buse / plateau et contrôlez l’extrusion avant de lancer une impression !
Fréquence : avant chaque impression *
Retirez le filament de la tête d’impression.
Via l’interface, chauffez la tête d’impression à 190°C, puis commandez une extrusion lente.
L’extrusion à une température < 170°C est empêchée par l’interface.
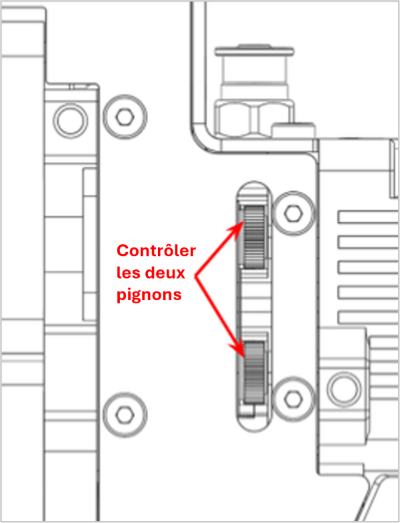
Pendant la rotation, contrôlez l’état des dents des 2 pignons d’entrainement : portez votre attention sur l’absence de copeaux de plastique et sur l’intégrité des dents.
Si le contrôle est validé, stoppez la chauffe de la tête d’impression.
Dans le cas contraire, une intervention est nécessaire :
Présence de copeaux de plastique
Retirez si nécessaire le capot latéral gauche pour accéder aux pignons.
Tout en faisant tourner lentement les pignons via l’interface (commande d’extrusion), nettoyez les roues d’extrusion à l’aide d’une brosse douce. Une fois le plastique délogé des dents, soufflez de l’air comprimé sur les roues pour chasser les copeaux.
Stoppez la chauffe de la tête d’impression en fin d’intervention.
Dents abimées
Des dents abimées pénètrent moins dans le filament, qui risque de glisser dans le système d’entrainement, conduisant à une sous-extrusion.
Les pignons aux dents abimées doivent être remplacés en démontant / remontant le système d’extrusion.
Fréquence : une fois par an *
Pour garantir la longévité du système d’extrusion et un fonctionnement sans problème, il est essentiel que les engrenages restent correctement lubrifiés.
Retirez le filament de la tête d’impression.
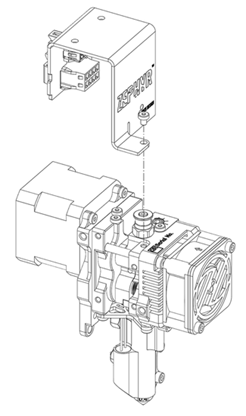
Avec une clé allen 2,0 mm, retirez le cache supérieur (support des connecteurs) pour accéder aux orifices de graissage.
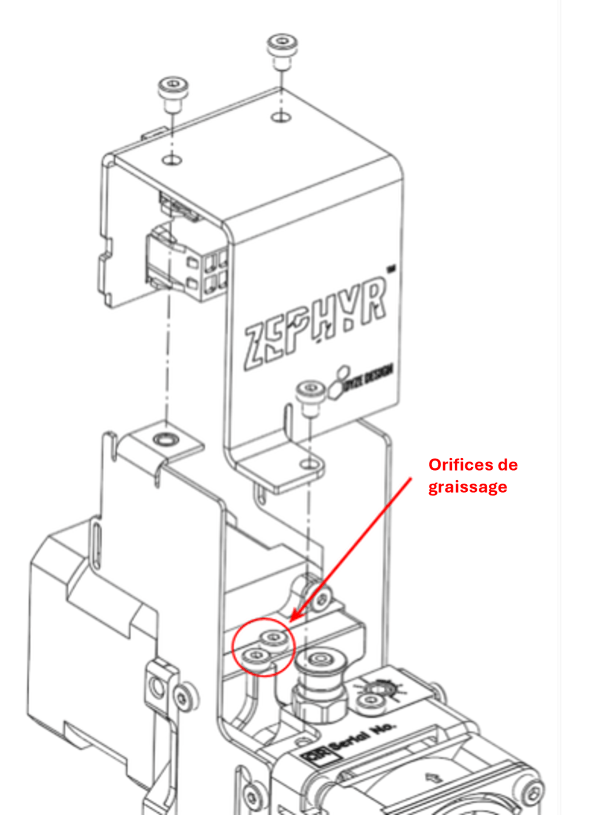
Via l’interface, chauffez la tête d’impression à 190°C, puis commandez une extrusion lente.
L’extrusion à une température < 170°C est empêchée par l’interface.
Tout en faisant tourner le moteur d’entrainement via l’interface, appliquez de la graisse Hasco FM Crystal Grease dans les orifices de graissage à l’aide d’une seringue.
Stoppez la chauffe de la tête d’impression et repositionnez le cache supérieur.
Fréquence : lors d’une inspection annuelle OU du remplacement d’un composant *
L’opération se fait sur une machine éteinte et débranchée, après avoir retiré le filament de la tête d’impression et patientez jusqu’à son refroidissement (< 45°C).
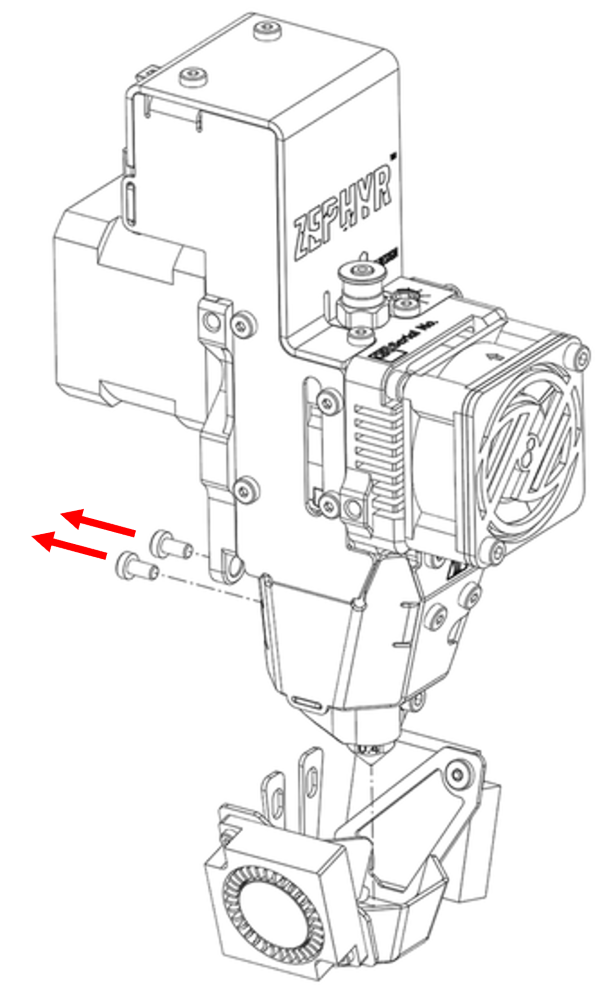
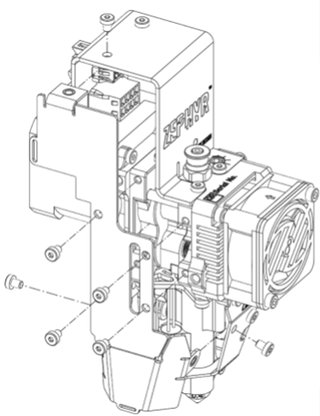
1. Débranchez les connecteurs de la tête d’impression
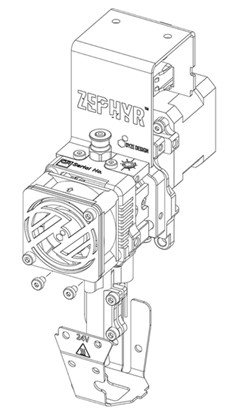
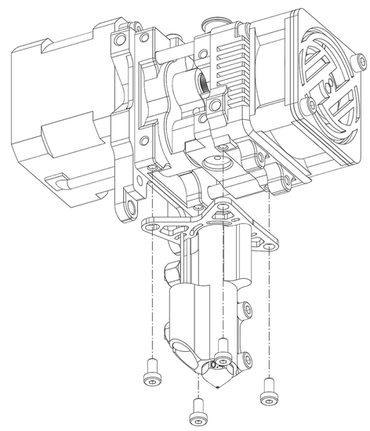
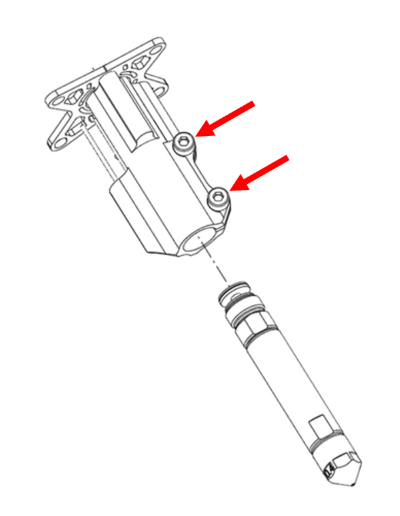
2. Retirez les 2 vis de fixation de la tête d’impression sur la platine aluminium
3. Retirez le cache gauche
4. Retirez le cache droit
5. Retirez le cache inférieur (support turbines)
6. Retirez le cache supérieur (support des connecteurs)
7. Retirez le ventilateur > appliquez un couple maximum de serrage de 0.4 N*m au réassemblage
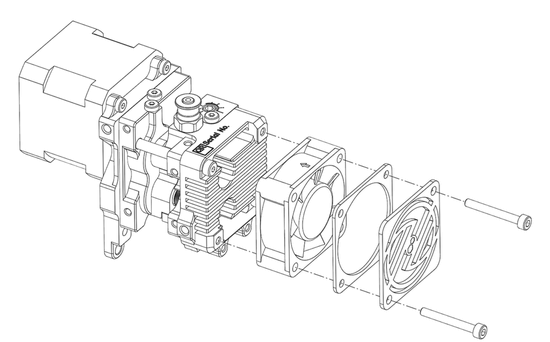
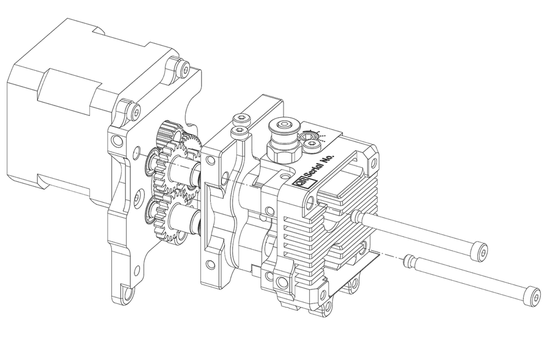
8. Dévissez le bloc radiateur pour retirer le bloc engrenages > appliquez un couple maximum de serrage de 1.0 N*m au réassemblage
Le bloc chauffant est aligné sur le système d’entrainement en sortie d’usine. Si vous êtes amené à retirer ce bloc chauffant (en cas de bourrage de filament à l’entrée de la buse par exemple) vous devrez procéder à un réalignement, pour garantir le passage du filament.
Pour réaliser cette opération, les caches du système d’extrusion doivent être retirés (cf. Démonter / remonter le système d’extrusion).
1. Retirez le bloc chauffant
2. Avec une clé allen 3,0 mm, desserrez les 2 vis pression de la buse, puis dévissez manuellement ou à l’aide d’une clé plate de 9,0 mm la buse du bloc chauffant
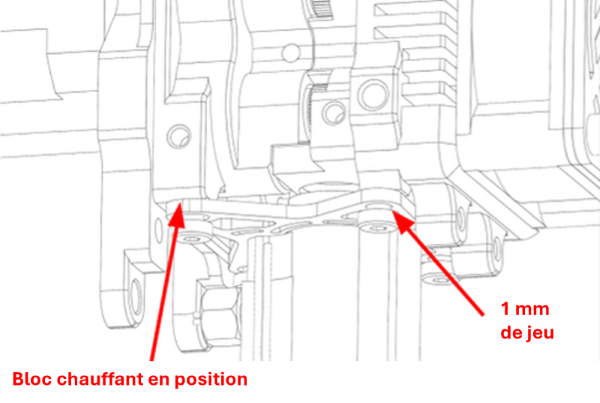
3. Ré-installez le bloc chauffant sous le système d’extrusion : les câbles des sondes PT100 sont orientés vers le moteur
4. Engagez les 4 vis de fixation du bloc chauffant dans la zone froide : laissez de 0,5 à 1,0 mm de jeu
5. Insérez et vissez manuellement la buse jusqu’à arriver en butée dans son logement
6. Dévissez la buse d’un tour
7. Serrez les vis de fixation du bloc chauffant : couple de serrage de 1 N*m pour chaque vis
8. Vissez à nouveau la buse manuellement jusqu’à arriver en butée dans son logement : le couple de serrage ne doit pas dépasser 0,5 N*m
9. Maintenir la buse en serrant les 2 vis pression au couple de 2 N*m